|
辽宁省锦西炼化总厂(葫芦岛市 125001) 佟秀平
容器合拢口内环缝的焊接一般多采用手弧焊。很明显它和自动焊相比效率低,劳动强度大,污染环境较严重,经地试给,改用埋弧自动焊并获得成功。现以凝缩油罐为例,做一具体介绍。
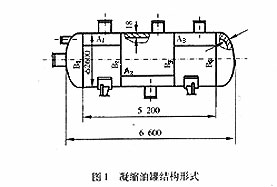
1 凝缩油罐结构开式及焊缝分布
如图1所示,该罐规格为φ2600mm*6600mm*18mm材质为16MnR,容器类别为Ⅰ类,其壳体由三节筒节组成,焊接接头代号为A1、A2、A3和B1、B2、B3、B4。
2 合拢口内环缝埋弧自动焊工艺
通常内环缝埋疑难自动焊是由带自动升促缩臂,可在轨道上行下次自动焊装置来完成的。当施焊容跑龙套合拓口时,这种自动焊接装置受到了限制,不能发挥其作用。而埋弧自动焊小车结绝简单、体积小、搬运方便、便于操作,在一定使用条件下,可代替手工操作,实现容器合拢口内环缝埋弧自动焊的操作。
2.1 坡口形式及尺寸
采用Y形坡口,α=60度、P=6mm,b=2mm.焊缝成形后余高c=2mm,焊缝宽度B=22mm。
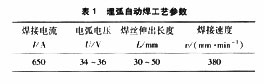
2.2埋弧自动焊参数
埋弧自动焊工艺参数见表1
2.3 操作方法
(1)把焊接A类缝接头风环缝使用的MZ1-1000焊机的控制箱、支架、机头、车体、电缆线、控制线、把线等拆开,分别从容器的各开孔处拿进里面重新组装,并调整好机头送丝部分的方位。
(2)在离坡口中心230mm处点固焊φ6.0mm钢筋一圈,作埋弧焊小车轨道。车全平行地面相对壳体跨中分布。由于小车长550mm,经过实际操作试用,确定为适合公称直径≥1800mm的壳体合拢口内环缝的焊接。
(3)在送给焊丝(机头)距离跨中线30mm爬坡处引弧,使形成焊缝的金属在垂直地面小平处凝固,保证焊缝外观成形良好。同时,为了机头送丝次引弧完成,依椐焊机的使用程度,焊丝伸出高度与坡口垂直应相距15mm。
(4)设定焊接速度与转胎同步同向,与筒体异向,使小车始终保持与地面静止垂直状态。
(5)操作过程中要注意焊接安全与防护问题,保证操作者的人身安全。
3 焊后检验
以凝缩油罐为例,焊后对合拢口焊缝100%X射线探伤,共拍32张片,只有3张片有超标气孔和夹渣,没出现未熔合,未焊透、裂纹等容器制造不允许的缺陷,合格率达到90%左右,可以说该焊缝的焊接质量是非常可靠的,即此种焊接方法是切实可行的。
4 结 论
采用埋弧自动焊完成容器内环缝的施焊方法,通过多年的实际应用,取得了非常好的成果和一定的经济效益。大大提高了生产效率,降氏了材料消耗,缩短了操作时间,减轻了焊工劳动强度,净化了施工环境,保证了工人的身心健康,具有在容器制造行业推广使用的价值。
摘自《焊接》
|
