李国进,王国荣,钟继光,廖天发
(华南理工大学机械工程学院,广东广州510640)
引 言
具有视觉的智能焊接机器人以及焊接自动化系统是焊接生产的发展方向。在这些基于视觉传感的系统中,图像处理起着十分关键的作用。在智能焊接系统中,焊缝图像可分为焊接前、焊接中、焊接后3大类。焊前焊缝图像处理主要是寻找焊缝、提取待焊部位有关信息,其信息主要用于焊缝自动引导(包括焊接起点确定、焊缝自动对中)、焊接路径规划;焊接中的焊缝图像处理主要是提取焊缝、熔池的有关信息,用于焊缝跟踪、焊接熔池的实时控制;焊后焊缝图像处理则是提取焊接缺陷几何尺寸与位置,用于焊接质量的分析。虽然不同阶段的焊缝图像处理的内容不同,但焊接图像处理过程一般都包括图像滤波与增强、图像分割、图像理解与分析. 大环节。图像分割是图像处理的重要一环,它是图像处理与分析问题的基础,也是计算机视觉研究中的一个难题。
1 阈值法进行焊缝图像分割理论基础
目前研究人员提出了许多图像分割方法,其中阈值法由于具有计算简单的特点,在重视运算效率的应用场合得到了较广泛的应用。特别是当感兴趣的物体在其内部具有均匀一致的灰度值并分布在一个具有另一个灰度值均匀的背景时,采用阈值法能得到很好的分割效果。阈值法是基于在图像中“同一种物质、细胞、粒子具有相同或相似灰度或彩色的概率最大的原理,采用灰度级的差别来分割图像中各物体。如果f(i,j)为图像(i,j)点处的灰度值,图像灰度级为L,其取值为0,1,…,L-1我们可以取一个灰度值K作为图像分割的阈值,将f(i,j)≤K点划归目标部分,而f(i,j)>K点划归背景部分。
焊接前焊缝图像分割的主要目的是将待焊部位或焊缝间隙区域划分出来,供后续的诸如提取焊缝中心坐标等图像理解与分析之用。由于焊接母材、焊缝间隙分属于不同的物质,在图像中表现为不同的灰度值,在通常情况下,焊缝间隙呈现为低灰度值的阴影,因此阈值法可以用于焊接前焊缝图像的分割。
采用阈值法进行图像分割关键在于选择阈值K。在图像分割时,若阈值K选得过高,则过多的目标点被误归为背景点;反之,会将有过多的背景点误归为目标点。这势必会给分割出来的目标的大小和形状造成不应有的误差。为了寻求最佳的分割阈值,目前已研究出多种阈值选取算法,如P参数法、双峰法、最大类间方差法(OTSU法)等。每种方法都有各自的特点和不同的应用场合,其中最大类间方差法(OTSU法)被认为是阈值自动选取方法的最优方法之一。
2 最大类间方差法
1979年,日本学者提出了一种全局阈值选取法,即最大类间方差法。如果一幅图像由一物体和背景构成,物体与背景有不同的灰度值,基于直方图统计图像的灰度值为1~L级,在1~L间选择阈值K,将图像分为目标!暗C0=1~K与背景(亮)C1=K+1~L两类,如果两类的类间方差σB 最大,则所求出的K为最佳阈值k'。其主要运算公式为:
式(1)~式(13)中 ni为灰度值的像素数,N为图像总像素数;P(i)为灰度值的概率ω0,ω1,分别为目标、背景的概率μ0、μ1、μγ;分别为目标、背景、图像的灰度平均值:σ0、σ1、σγ分别为目标、背景、图像的方差;σB、σW分别为类间、类内方差;n为阈值选择函数。
3 改进最大类间方差法
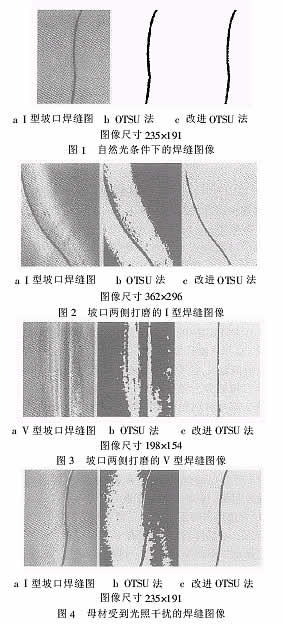
在OTSU法中,方差是灰度分布均匀性的一种度量。类间方差代表了图像的明、暗两类的差别,类间方差值越大,说明构成图像的2部分差别越大,当部分目标错分为背景或部分背景错分为目标都会导致2部分差别变小,类间方差最大的分割表示两类错分的概率最小。因此当图像由明、暗两类构成,各类的灰度分布均匀时,运用最大类间方差法可以得到很好的分割。图1a是在室内自然光条件下拍摄的I型坡口的焊缝图像,从图像上看,焊缝间隙表现为阴影,焊接母材的灰度分布相对均匀,运用OTSU方法求出阈值为102,二值化的结果如图1b 所示。但是,在实际过程中,焊接母材在焊缝图像中的灰度分布并不总是均匀的,当焊接母材进行过表面处理,图2a、图3a 显示的坡口两侧打磨的I、V型坡口焊缝图像;或在拍摄中有不均匀光照干扰,图4a为图1a的焊缝间隙和焊接母材受到光照干扰的图像,用OTSU法求出的阈值进行分割,其图像分割的质量不好。 |
