|
由于OTSU法是建立在图像仅由明(背景)、暗(目标)两类构成的基础上,类间方差除了考虑方差外,还用目标、背景概率作为加权系数,而概率实际上是目标或背景在整幅图像中的比例,即反映了目标或背景的尺寸大小。因此,运用OTSU法进行焊前焊缝图像分割,如果焊缝间隙在整幅图像中占的比例较小,而待焊工件由于表面打磨、锈斑或现场光照的不同情况,如图2a、图3a、图4a所示,使待焊工件在图像上表现为灰度分布不均匀时,也就是说当焊缝图像不仅仅是由明、暗两类构成,就会有太多背景被错分割为目标,不能有效地将焊缝区域分割出来,上述图像用OTSU法分割的效果分别见图图2b、图3b、图4b。
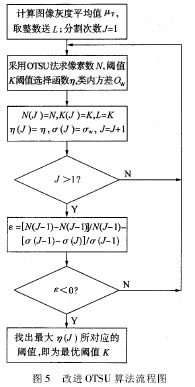
为了得到理想的分割质量,当然可以通过提高表面加工质量、减少光照干扰或截取小尺寸图像的方法来保证焊缝、待焊工件的灰度分布均匀,但这些方法无疑增加了前期的工作。理想的方法是对OTSU方法进行改进,提高它的适应能力。考虑到待焊工件表面打磨或锈斑并不影响焊缝间隙的灰度分布,同时由于焊缝间隙在图像中的比例较小,光照干扰对焊缝间隙影响不大,如果焊缝间隙的灰度属于图像中最暗的区域(通常这一条件可以满足),可以采用多次分割的方法,即用OTSU法首先将图像中最亮的区域分割掉,在剩下的区域进行二次分割,直到焊缝间隙区域,比较每次分割的阈值选择函数η,η最大的分割即为最佳分割。这种改进的OTSU算法流程如图5所示。
在图5的算法中,首先计算出整幅图像的灰度平均值,考虑到焊缝间隙为最暗的阴影,最优的分割阈值必定小于灰度平均值,为了减少运算时间,初次的OTSU法是在灰度平均值以下找阈值。在改进的OTSU方法中,判断分割是否到达焊缝间隙区域十分重要,根据OTSU法中式(12)类内方差的定义以及不同类别的边界及其附近点的灰度跃变较大的特点,我们提出以图像像素数的变化率小于类内方差的变化率作为停止分割的判别准则。也就是说相邻的两次分割,如果被舍去的像素数目较大,而类内方差变化较小,说明被舍去像素的灰度值与剩下像素的灰度值相近,二者属同一类,此时应停止分割。
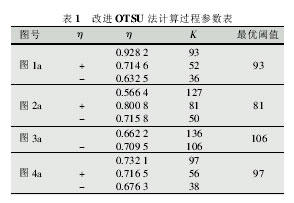
运用改进的OTSU算法,我们对多幅焊缝图像进行分割实验,均取得较好的分割效果。其中对图1a、图2a、图3a、图4a的焊缝图像进行分割的有关参数见表1,采用最优阈值法进行二值化的结果如图1c、图2c、图3c、图4c所示。
4 结论
对多幅I型、V型坡口,焊接母材表面状况不同的焊前焊缝图像,运用改进OTSU法进行分割实验。由实验结果可知,该算法一般在2-4次分割找出最优阈值,可满足焊缝自动引导等工作对实时性的要求,在分割质量方面,优于原OTSU算法,具有较强的自适应性,能有效地分割焊缝图像,为后续的焊缝的识别打下良好的基础。应当指出是该算法还存在一定的局限性,首先它是建立在焊缝间隙的灰度值在图像中最小的条件下,如果焊接工件背面存在光源,使焊缝间隙在图像中表现为一条亮纹,或焊接母材存在比焊缝间隙更暗的区域,改进的OTSU算法失效;其次,如果焊缝间隙的灰度分布不均匀,会存在过度分割的情况。 |
