徐新春 李红珍
摘 要:介绍了小齿轮座底板的断裂情况,通过对其材料的技术性能、铁的可焊性等性能的分析,确定了手工电弧冷焊的施工方案,并提出了具体的焊接工艺,顺利完成了该工件的修复。
关键词:手工电弧焊,修复,焊接
中铝山西分公司氧化铝一分厂GM223 型管磨机小齿轮座,材质为HT15233 ,在使用过程中其底板四个地脚螺丝孔处两个断裂,一个发生裂纹。由于重新订货至少需时三个月,且生产形势较为紧张,要求管磨机早日投用,因此决定对该小齿轮座进行焊接修复。
1 缺陷情况及失效分析
1.1 小齿轮座的断裂情况
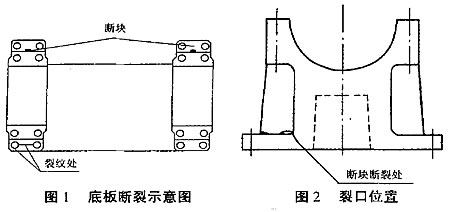
小齿轮座底板四个地脚螺丝孔有两个断裂(在小齿轮座同1) 底板断裂有两处,位置及裂口开头见图1、图2 ,断块尺寸270 mm×250 mm×70 mm,断口尺寸270 mm×(100 mm~130 mm) 。
2) 底板断裂一处,见图1 ,已裂透。
1.2 失效分析
小齿轮座在使用中本身受到的拘束度较大。在管磨机运行过程中承受交变载荷作用。工件本身存在制造缺陷,在加强筋边缘与底板连接之处存在应力集中。运行中,由于大拘束度及交变载荷作用,预应力集中处发生破坏,形成裂纹,逐步扩展至筋板处,发生断裂。
2 修复方案选择
根据技术手段的现状,选用手工电弧焊方法进行修复。
2.1 材料的技术性能参数
1) HT15233 的化学成分见表1 。
1 化学成分%

2) HT15233r 的性能参数见表2 。
2 性能参数

2.2 铁的可焊性分析
由于铸铁的固有性质及冶金特性,给电弧焊带来了极大的困难,具体如下:
1) 熔化后铸铁冷却速度快,在热影响区易出现白口组织,焊接时开裂倾向较大。
2) 铸铁组成成分中,碳的含量高,在焊接过程中碳易被气化,容易产生气孔。
3) 铸铁强度高,塑性差,焊接时残余应力大,易产生焊接热裂纹。
4) 铸铁中C、S、P 等元素含量高,并在焊接过程中熔化到焊缝中,会增加金属的硬度,降低塑性和韧性,易产生裂纹,并降低可加工性。
5) 铸铁在冶炼过程中,易出现石墨粗大化,石墨与基体产生间隙,使铸件在使用过程中油、水渗入形成氧化物,严重阻碍焊接时的熔合,同时,增加产生焊接裂纹和气孔的可能性。
6) 铸铁在焊接熔化时,液态金属流动性很差,严重妨碍焊接时的熔合,熔池中熔渣和有害气体难以逸出,会在焊缝中产生严重缺陷。
针对以上不利因素,必须从焊接工艺、操作方法、焊接程序、焊接材料几方面加以解决。
2.3 焊接方法的选择
铸铁手工焊可采用热焊和冷焊两种方法。手工电弧热焊是将工件整体加热到600 ℃~650 ℃以上开始施焊,焊接过程中工作温度不得低于400 ℃,焊后马上加热到650 ℃,以消除应力退火。
小齿轮座的重量为1. 74 t ,且氧化铝一分厂没有合适的加热装备,故采用手工电弧冷焊法修复。冷焊法是指用不预热、严格控制层间温度、小线能量的焊接方法进行焊接。
2.4 焊接材料的选择
HT15233 的可焊性较差且底座的下表面为加工表面,为保证焊接质量及下表面的可加工性宜采用纯镍基焊条Z308 进行焊接。但Z308 焊条价格昂贵,为节约费用,可采用以Z308 焊条焊隔离层、J507 焊条与Z308 焊条相互填充、Z308 焊条盖面的方法进行修复,这样既可降低成本又可保证焊接质量及下表面的可加工性能。
Z308 焊条的机械性能见表3 。

2. 5 焊接次序
1) 裂纹处按非加工面再加工面的次序施焊。
2) 断块处先焊筋板侧,保证焊透,再从另一侧清根、施焊。后焊筋板。
3 焊接
焊接前要对所有焊接部位进行彻底清理,清除所有结疤、油污等缺陷因素,然后再开始焊接准备。
3.1 裂纹处焊接准备
表面清理干净后,用角向抛光机修磨裂纹处至磨出所要求的双U 型坡口。修磨时要求消除所有裂纹倾向,坡口边缘平滑过渡,钝边、间隙以单边能焊透为准。
3.2 断块处焊接准备
两断块断裂口处形状基本规则,表面清理后用角向抛光机将断口按坡口所要求形状、尺寸修磨成双U 型坡口,钝边、间隙以单边能焊透、另一侧以清根为准,然后按尺寸在划线平台上将断块与小齿轮座本体组对、点固。
3. 3 焊接
小齿轮座焊接熔敷量较大,为减小焊接应力及焊接变形,保证焊接质量,采用两班工作制,固定高水平焊工施焊。焊接时环境温度保证在20 ℃以上,夜班如果温度过低则停止焊接。为防止穿堂风,在施焊时搭设围篷以防风保温。焊接时先焊裂纹,然后再焊断裂块。焊裂纹时先焊两螺丝孔中间的裂纹,焊完后再焊外侧裂纹。
1) 焊接前,Z308 焊条要150 ℃烘干1 h ,J507 要250 ℃烘干2 h ,烘干后放入保温桶中保温,随用随取。
2) 每次焊接时都将焊道放置在水平位置,以利于操作。
3) 焊接时采用短道、快速、不摆条、断续、分散焊法,每段长度不超过30 mm ,收弧时要填满弧坑。
4) 焊完一道马上用钝头小锤锤击整个焊道以释放焊接应力,锤击速度要快,力量由重渐轻。
5) 严格控制层间温度,每焊完一道必须冷却到50 ℃以下方可继续施焊。
6) 打底时采用小熔合比进行焊接,填充焊和盖面焊时可适当放大熔合比。
7) 清除熔渣后,用五倍放大镜观察,无裂纹,再继续下一步焊接。 |
