张 琳 倪慧锋
(江南造船(集团)有限公司、上海 200011)
摘要:分析了垂直自动气电焊焊接性能的影响因素,通过普通轧制船用高强钢DH36与采用TMCP工艺生产的高强钢垂直自动气电焊性能试验比较,提出了改善大间隙状况下垂直自动气电焊焊接接头低温冲击韧性的方法,即:选用低温高韧性、热敏感性小的TMCP钢;采用具有良好低温冲击韧性的药芯焊丝。
关键词:船用高强钢DH36;垂直自动气电焊;试验
前言
垂直自动焊焊接工艺是目前船厂船台(坞)大合拢阶段不可缺少的高效焊工艺方法之一。由于垂直自动气电焊高效的特点焊接热源集中,焊接线能量大,是一般埋弧自动焊线能量的3-4倍,易引起焊接接头的脆化,从而导致塑性韧性的降低,尤其是对有低温冲击要求DH36的这类高强钢,其0℃时焊接接头冲击韧性应大于等于34J,或按某些船规要求应达到母材的技术指标,则-20℃时冲击韧性应大于等于24J。从实际情况来看,焊缝中心冲击尚能满足要求,但热影响区波动很大,常常出现低值。为了改善和提高船用高强钢DH36垂直自动气电焊的低温冲击韧性,针对实际生产状况中间隙超差带来的低温冲击韧性问题,对高强钢DH36垂直自动焊进行了试验研究,以寻求提高其韧性的途径,并为将来大间隙焊在精度造船中的运用积累了经验。
1 焊接设备简介
垂直气电焊设备主要由机头和靠永久磁铁吸附于钢板上并带齿条的铝合金导轨、水冷循环装置、半自动CO2焊接电源和送丝机构组成。焊枪和铜滑块装在小车上,沿着由磁性固定在钢板上的齿条导轨垂直向上运行,其正面用通水冷却的铜滑块,背面用固定的通水冷却铜衬垫或陶瓷衬垫,正反面强迫一次成形,可焊接板厚9-22mm。
2 影响垂直气电焊焊接性能的因素
2.1 焊前准备和焊接操作
焊前应首先检查全套设备的运行状况,若焊接时中途熄弧,必须对接头进行彻底修补。为保证随机头一起上升的铜滑块顺利畅通,板边差应控制在2mm以内,坡口两侧40mm范围内高出钢板表面的横向焊缝、增强高和马脚均须铲平,还应清除铁锈、水分、油污等,以免影响焊接质量。反面的衬垫应对中并贴紧钢板。为控制钢板在大线能量焊接状态下的焊接变形及装配间隙的收缩,装配马应保证一定的高度和宽度,装配马间距应在300-400mm范围内。
2.2 坡口角度和间隙
坡口角度的控制应随板厚而定,为了使坡口宽度与正面铜滑块的槽宽相适应,板厚增加,坡口角度应相对减小,20-25mm板厚的坡口角一般为35°-40°。间隙根据反面衬垫槽宽一般控制在(6±2)mm。间隙或坡口过小,不仅反面焊缝成形差,而且焊缝成形系数不良,影响接头性能。间隙或坡口过大,均会造成焊缝填充量的增多,焊接速度减慢,线能量增大,从而影响接头冲击韧性。
2.3 焊接电流和焊接电压
垂直气电焊采用焊材直径为φ16mm的药芯焊丝,且正反面焊缝一次成形,因此焊接规范比较大。根据不同板厚,焊接电流一般应控制在340-380A,过小会造成熔合不良,过大会导致电弧不稳。焊接电压过小,焊接过程中飞溅增多,且熔宽太窄,造成正面焊缝未熔合,若电压太大,易造成咬边。不同的药芯焊丝,因熔敷率不同,电流电压的匹配性也存在差异,应适当调整。
2.4 焊丝摆动及停留时间
垂直气电焊焊枪可作适当的摆动。板厚为9-14mm时,不需摆动;板厚为16-20mm时,可采用摆动,但厚板(大于20mm)焊接时必须摆动,摆动幅度及焊丝前后停留时间根据电弧位置而定。摆动不仅使熔池得到充分的搅拌,有利于焊缝中气体的溢出,而且可使焊缝成形得到控制,获得更佳的焊缝截面形状,使接头性能得到改善。
2.5 焊丝伸出长度
由于垂直气电焊是通过焊丝伸出长度来控制机头的上升速度,因此在焊枪位置相对固定的前提下,焊丝伸出长度决定了焊接过程中熔池的高低。伸出长度过长,熔池下降,焊缝因得不到正面水冷铜滑块的有效冷却,焊缝会因热量集中而导致性能下降,有时甚至会焊穿,而且伸出长度过,长焊丝也容易飘,气体保护效果差,接头因N、H、O的混入,使接头冲击韧性下降。伸出长度过短,熔池液面上升,飞溅和熔渣易堵塞滑块气口。不仅影响气体保护,而且易造成导电嘴短路,因此焊丝伸出长度应适当控制,一般在30-35mm。
2.6 材料特性
焊接接头主要由焊缝、熔合区、热影响区组成,由于垂直气电焊线能量高,热影响区较宽,接头组织晶
粒粗大,接头的冲击韧性是关键的考核指标。按一般船规要求,主要考核焊缝、熔合线、熔合线处1mm、3mm、5mm的韧性。焊缝冲击韧性主要取决于焊接材料的性能,母材的稀释有时会引起焊缝中心冲击的波动。熔合线、熔合线处1mm的冲击韧性主要由焊缝、焊接热影响2区者组合而成。熔合线处3mm、5mm热影响区的韧性主要由母材的焊接性能决定。因此当焊接工艺成熟,焊接规范选择合理的情况下,焊材及母材的韧性决定了垂直气电焊的接头冲击韧性状况。
3 焊接试验
船用高强度钢与一般强度钢相比,主要通过钢的冶炼中增加合金元素来提高钢的强度,与一般强度钢化学成分相比,高强钢中含Nb、V、Ti、Cu、Cr、Ni、Mo等微量合金元素,碳当量比较高,在大线能量的焊接状态下,易造成晶粒粗大。使接头冲击性能大幅度降低,为探讨垂直气电焊线能量对高强钢低温冲击韧性的影响,我们选用了高强钢DH36进行了试验。
3.1 性能指标
性能指标分别为:屈服强度抗拉σr≥365MPa,强度为σt=490~620MPa,伸长率时δ≥21%,0℃时冲击功大于等于34J,-20℃时冲击功大于等于24J。
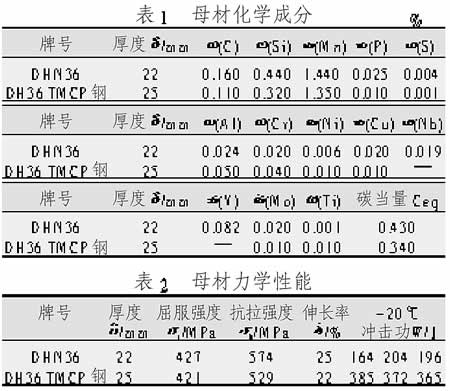
3.2 试验母材
试验钢板的化学成分和力学性能见表1、表2。
3.3焊接材料
焊丝为日本神钢生产的CO2药芯焊丝,化学成分和力学性能见表3;陶瓷衬垫为浙江象山衬垫厂生产的衬垫JN-10;保护气体为CO2。
4 焊接规范参数及性能试验结果
首先对厚度为22mm的普通轧制船用高强钢DHN36,采用日本神钢的焊丝进DWS-43C φ1.6mm行试验,试验规范见表4,力学性能试验结果见表5。
从第1轮试验情况来看接头,抗拉及冷弯性能均能满足船规要求,但-20℃冲击韧性除焊缝中心勉强达到母材要求之外,其他区域的韧性都相当低,于是又进行了第2、第3轮试验,适当调整焊接时的电流、电压。就试验结果来看,对垂直气电焊方法而言,焊接电流、电压的调整,对焊接线能量的控制虽稍有影响,但不起决定性作用,与第1轮试验结果相比,随着焊接线能量的降低,-20℃焊缝中心的冲击韧性有提高的趋势,且焊缝及熔合线的韧性基本能满足钢板要求,但热影响区即熔合线处1mm、3mm、5mm无任何提高。在第3轮试验中,同时还进行了0℃冲击,除熔合线处1mm、3mm未达到标准34J之外,其他区域冲击均满足了要求,且有一定的富裕量。

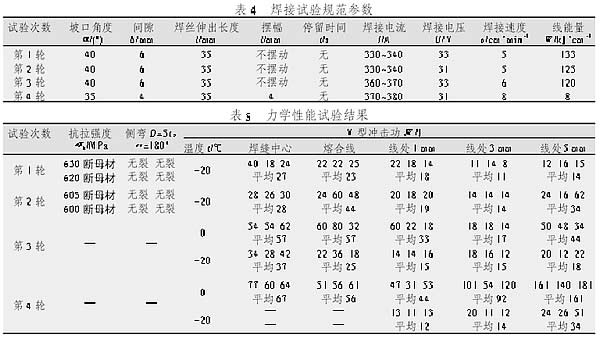
由于垂直气电焊的焊接速度是根据焊丝伸出长度变化自动调节的,焊接电流大,焊丝熔敷率提高,熔池液面上升快,焊接速度也相应提高,因此要改变垂直气电焊的线能量,只有通过改变熔池截面的大小,即改变焊接坡口角度和根部间隙,对此在第4轮试验中将焊接坡口角度由原来45°减小到35°,根部间降至4mm,从试验结果看,随着线能量的大幅度下降,焊接热影响区变窄,接头的0℃冲击韧性显著提高,但-20℃熔合线处1mm、3mm冲击仍无任何提高,这说明该钢板的材料特性决定了其焊接接头冲击韧性只能在一定的工艺措施下满足0℃冲击要求。
由上述试验过程和试验结果,垂直自动气电焊接头冲击韧性,尤其是热影响区冲击韧性主要受焊接线能量和钢材的焊接性能制约,而焊接线能量的控制主要取决于焊缝截面的大小,在实际生产中难免会装配间隙超差,引起线能量的增加,造成韧性的下降,若要解决这一问题,关键是要选用对热输入量敏感性小的船用高强钢。
5 DH36-TMCP钢垂直气电焊试验
按常规的钢材冶炼技术,为强化钢板,一般采用添加碳或合金元素来提高钢的强度,这样势必造成碳当量Ceq的增加,影响焊接性能,且在高强钢中为细化晶粒和阻止高温时晶粒粗大而添加的Ti、Nb微量合金元素,对大线能量焊接状态下接头冲击韧性的提高是有限的,据一些资料介绍,目前日本造船行业已普遍使用TMCP钢。TMCP技术起源于在线加速冷却工艺(OLAC),采用TMCP工艺制造的船用高强钢的碳的质量百分比和合金元素都比较低,良好的强韧性主要靠降低钢板中的S、P杂质含量,严格控制轧制过程中的加速冷却温度来保证。由于TMCP钢合金元素少,碳当量比较低,一般在0.36以下,而普通扎制钢为0.40-0.45焊性好,抗裂性强,即使进行高效的大线能量焊接,冲击韧性也能满足要求。
5.1 焊接规范参数及性能试验结果
采用厚度为25mm的DH36-TMCP钢和日本神钢的DWS-43C φ1.6mm焊丝进行试验,试验规范见表6,力学性能试验结果见表7。
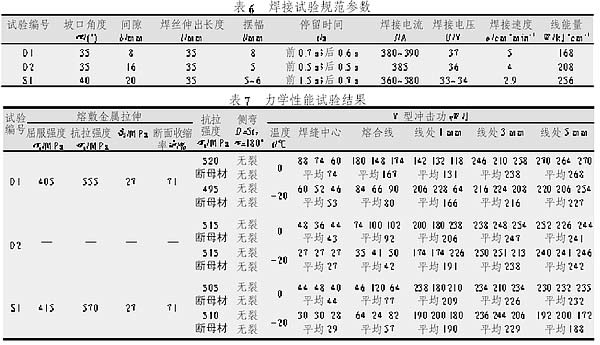
从试验结果看,随着间隙的增大和焊接线能量的提高,接头抗拉强度不受影响,且当间隙为20mm,焊接线能量在256kJ/cm时,其接头0℃、-20℃冲击韧性完全能满足船规要求,尤其是热影响区熔合线处1mm、3mm的冲击功达到了150J以上,但随着线能量增加,焊缝中心的冲击韧性明显下降,其0℃冲击功的平均,值只有44J,与要求34J相比富裕量已不大,据分析焊缝中心冲击功与选用的焊接材料有关,熔合线冲击功因为由焊缝和热影响2区部分组成,也将随着焊缝的提高而提高。
5.2 药芯焊丝DWS-1LG垂直气电焊试验
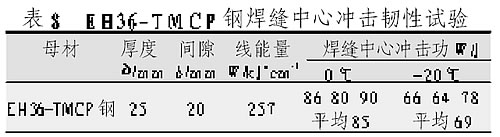
由于DWS-1LG焊丝属3V级焊材只能满足常规焊接状况下冲击性能要求,对于16mm、20mm超大间隙的焊接,为弥补大线能量焊接时焊缝中心低温韧性的不足,可选用低温冲击要求更高的焊材,对此选用神钢生产的冲击温度为-60℃的DWS-1LG焊丝(化学成分和力学性能如表3所示),采用EH36-TMCP钢进行了间隙为20mm的焊缝中心冲击试验,试验结果见表8。
由表可见,在大间隙、大线能量焊接状况下,采用DWS-1LG焊丝比DWS-43C的焊缝冲击韧性提高1倍。
6 结 论
a.普通轧制船用高强钢DH36垂直气电焊冲击韧性在一定的焊接工艺措施下能满足0℃时冲击功大于等于34J,-20℃而难以达到母材时冲击功大于等于24J的要求。
b.垂直气电焊热影响区冲击韧性与母材的材料特性和焊接线能量有关,为保证普通轧制船用高强钢DH36垂直气电焊焊接质量,必须严格控制焊接线能量。其线能量控制与焊缝截面有关,应严格控制装配间隙和坡口角度。
c.采用TMCP工艺技术制造的高强钢DH36,对热输入量敏感性小,可进行大线能量焊接,当焊接线能量小于260kJ/cm时,接头抗拉强度,冷弯性能,0℃、-20℃冲击韧性均可满足船规要求。
d.当垂直气电焊的间隙大于等于16mm时建议采用DWS-1LG焊丝替代DWS-43G,以提高焊缝中心和熔合线的冲击韧性。
e.在进行大间隙垂直自动气电焊时,必须根据间隙大小修正反面陶瓷衬垫和正面铜滑块的槽宽,以保证正反面焊缝成形质量。 |
