|

�����ĸ�λר�ҡ����ڡ�ͬ�ʡ������ǣ����Ǻã�лл���Dzμ��������п��ڷ��Զ�����װ������˾��»���ڶԡ�����Ժ�Ӧ�ü����������ֻᣬ��������˾ȫ��Ա�������������ҵĻ�ӭ��
��������Ժ�����Ҫ���ӷ���֮һ��������һϵ���ص㣺
������Ժ���Ҫ�����ù����ԿڽӴ���������������ȹ��������������ۻ����¶��ݶȴ���Ӱ�����Ƚ�С��
���������ڹ����Կڹ�������������Ա��������£��γɹ�ͬ������������֯���ɷֽӽ��������������߾����ȴ��������Ƚ�����õ�ǿ���ܺ��ӽ�ͷ��
��������̾����ų����������ͽ����������Ա������ܡ����ͻ��ܽ���������Һ������ų�����֮�⡣������ӡ�δ����ȱ�ݽ��١�
��������̾��н�ǿ���Ե��ڹ��ܣ����ϸֹ淶һ����Ҫ��ϵͣ����������ȶ�����λ���ӽ������Ҫ�繦��С�����ӵ�̼��ֻ�裨0.1-0.3��KVA/mm2�繦�ʡ�
�����������ʸߣ�����һ����ͷֻ�輸������ʮ�롣
���������÷�Χ�㣬ԭ�����ܶ���Ľ������϶�����������Ժ����ӡ������̼�֡���̼�֡��Ͻ�֡�����֣�����ͭ���ѵ���ɫ�������Ͻ���������Ժ����ӣ������Ժ������ֺϽ��ͷ��
�����ӽ������Χ��һ��Ӽ�ʮ������mm2��������ܺ��ӡ�
������Ժ���Ҫȱ����������̶Ի����������Ⱦ�������ж�Ԫ�صIJ��ϣ�����������Ժ����ӡ�
������Ժ��㷺Ӧ���ں��Ӹ��ְ�����ܼ����Ͳġ�ʵ�ļ������ߵȣ�Ӧ��ʮ�ֹ㷺����һ�־��á���Ч�ʵĺ��ӷ�����
1������Ժ���ͷ�γɹ����ص�
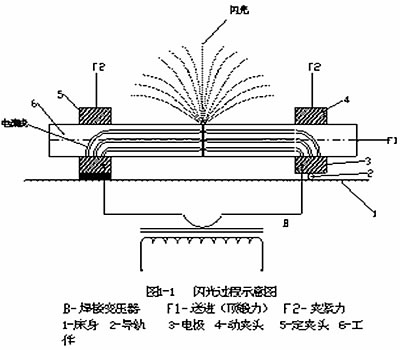
��������Ժ������������Ԥ������Ժ����֡���������Ժ���Ҫ������Ͷ�����������ɡ��������ʼ�ձ��ֶԿڶ����Ӵ���ͼ1-1�����������If���д���Щ���Ӵ�����ͨ���������ܶȷdz��ߣ��3000-6000��A/mm2����������ۻ����γ��������߽�����Һ�塰����������ЩҺ������ڵ硢�ȡ�����ͬ�����±��ƣ������������䣬����ν�����⡱�����Ź�����ǰ�ͽ����µĴ������γ�----���ơ�
��������һ��ʱ������Կڶ��汻һ��ܱ���Լ0.1-0.3mm��Һ��������ǣ��˿��¶ȴﵽ�������۵㣬���������ȶ����ȣ�����Ҳ��һ��������ȣ�����ͼ1-2��ʾ������ʵ�������У����ǵ�����������Ȳ����ȼ��ߴ���������������Ҫ������״��ͼ1-2�С�f������50-100%��
����������ȴﵽ�����¶Ⱥ�Ѹ������ͽ��������������� �����ͽ�����Һ�������������������ȫ�������Կ�֮�⣬ʹ�Կڶ����̬�������ܽӴ���������һ�����Ա��Σ����߽��������ᾧ���γɹ�ͬ����������ι̶Խӽ�ͷ���ᾧ���̷dz��죬һ����0.02-0.06������ɡ��Ƿ�����Һ���������֮ǰ����Һ�������������ȫ���ų��Կ�֮�⣬�� ������ʺ��ӽ�ͷ����Ҫ����֮һ��
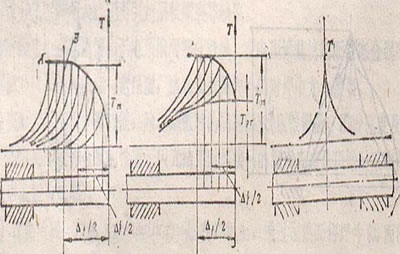
ͼ1-2�� ��������غ��������¶ȷֲ�
a������������Ժ������� b����Ԥ������Ժ���
c�����������������¶ȷֲ�����f������������
��'f���¶������ȶ���С��������
TY��Ԥ���¶ȣ�Tr�������ۻ��¶�
�����ɼ�����������̣��ǶԿڶ���Ӵ��㲻���γɡ������ƹ��̣��Կ�ʼ�ձ����ŵ�Ӵ���������Щ��������ĵ����ȼ��ȹ������Կڶ�������ۻ����¶��ݶȴ����̾��ǽ�Һ��������������ų��Կ�֮�⣬ʹ�����������㹻�ܱ��Σ��γɹ�ͬ�������̡�
2����������Ե���ЧӦ
����ά���������ȶ�������̣���Ҫ������ʼ�ձ��ֶԿڶ����Ӵ���Ҳ����Ҫ���ֹ����ͽ��ٶ�Vf��������ʱ���������ٶ�Vf�O�ƻ���һ��Ҫ�������Ϳ��ܲ�����·���·��ʹ��������жϡ�
������ν�Ե���ЧӦ�����Dz���Ҫ��Ϊ�ϸ�֤��Vf=Vf/,������ƫ��ʱ����ϵͳ�Զ�������ά��Vf=Vf/
������̶ԿڽӴ������������Ч���ʣ�
Pf=If2*Rfc��������������1��
Pf������ �ԿڽӴ������������Ч����
If ���� �������
Rfc�����ԿڽӴ����裬���������������衣
�ɣ�1��ʽ��֪��Pf�仯�����Ǿ��м���ֵ�������ߣ�ͼ2-1����
ͼ�з�ֵ��Pfmax��Ӧ�ĽӴ����裺
Rfc=Zcc
Zcc�����μ���·��·�迹�����������������裬�����ԿڽӴ�����Pfc��
��Pfmax �������Rfc��Zcc����Rfc���أ�Pf��0;
��Pfmax�ұߣ�Rfc��Zcc����Rfc��0��Pf��0
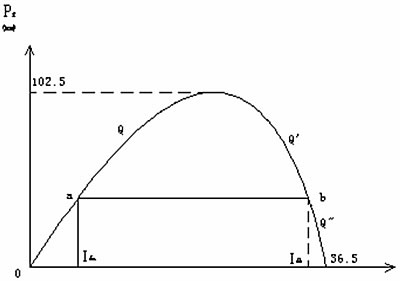
ͼ2-1�� ������̶Կڲ�������Ч���������������ϵ
���� ͼ2-1�У����ijһʱ���ȶ����������a��Vf= Vf<sup>/</sup>[/html]������Ҫ��Ч����Pfa,��Ӧ�������lfa��������Vf��Vf/ʱ���Կڼ�϶��С���ԿڽӴ����轵�ͣ�Ҫ�������Ч����Pf����ʹ�����ٶ�Vf���ӿ죬ά��Vf= Vf/�������ʱ������䵽Q�㣬���ڽӴ����轵�ͣ����������ߵ�IfQ����Ч���ʻ��Զ���ߵ�PfQ����ʹ�����ٶȼӿ죬�������Զ���Pf���ظ����ȶ���a�㣬ʹVf= Vf/�����������˲ʱ�䵽Q�@�㣬��ʱ��������������ӵ�If/Q����������Ч����PfQ��Pfa������ӿ죬������Ҳ���Զ���Pf�ص��ȶ�a�㡣
��������Vf����Vf/���ԿڽӴ�����Rfc��Zcc,��������䵽Q����ʱ����������Ч����PfQ/��Pfa�������ٶȻ��һ�����ͣ�Rfc��һ����С����ʹQ����Pf�������½�����Rf=0��Pf=0����ʱ������·��������ֹ��
������Vf��Vf/ʱ���Կڼ�϶����Rfc����lf ��Pf ����С���������������͵����ܼ�������ʱ�������˲ʱֹͣ���������ƺ��´���δ�γ�֮ǰ�����������������������Ź����ͽ�����ʹ��϶��С�����¼������⣬ʹ������ظ���a�㣬ά��Vf= Vf/��
���� �ɴ˿ɼ�����������Ϊaʱ����Pfa��Pfb�Ϸ�Ϊ�ȶ����������·�Ϊ���ȶ���������Pfa��Pfb��ΧԽ��,��Χ���Խ���������Խ�ȶ������Pfa�·�������˲ʱֹͣ�������Զ��ָ����ұ�Pfb�·�������·���ָܻ���������ֹ��
���� �������Ҫ��Pf��lf�仯��Χ����Ҫ�����㹻������������lfb/lfa��4��5ʱ������̾����㹻�ȶ��ԡ������μ���·����lcc��ƽ���������lfp����ʾ����ѡ��淶�����㡣��lcc/lfp��4.5��5.5ʱ����������������ȶ���Ҫ��
ͼ2-1�� ������̶Կڲ�������Ч���������������ϵ
����������̳�ʼ�Σ����ڹ���������̬������������Ҫ������Ч���ʡ����Ӧ���úܵ��ͽ��ٶȣ�һ�㲻����0.5-1.5����/�롣������ڣ��Կڽ����¶��ѽӽ������۵㣬������������ȣ����������⣻���⣬Ϊ�˱���Կڽ�����������Ҳ��Ҫ��������ٶȡ����Ը��������ٶȱ仯Ҫ����ѡ���ͽ��ٶȣ�ʹ�ͽ��ٶȻ����ӽ��������ٶȣ�Vf��Vf/���������������̵��ȶ���Ҳ�ܱ�Ҫ���������������λ����ΪS������ͷ�ͽ����룩������ʱ��ΪT����ͬ����Ӧ���ò�ͬλ�����ߡ����ڵ�̼�ֺͺϽ�֣����²���S=KOT2 λ�����ߣ�KO=0.5��1.5�����ܻ�ñȽ������ȶ�������̡�����ͼ2-2����
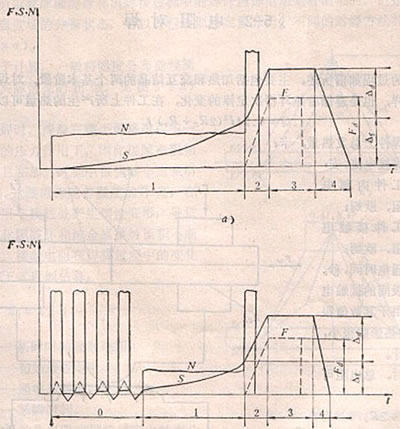
ͼ2-2�� ����Ժ�����ʾ��ͼ
a��������Ժ��� b����Ԥ������Ժ�
0��Ԥ�ȽΣ��� 1��������Σ�2�����ͽΣ���3����ά�ֽΡ�
4����λ������ S������ͷ�ƶ����룻������������N���������ڹ��ʡ� |
