|
3、焊机次级回路阻抗闪光过程影响
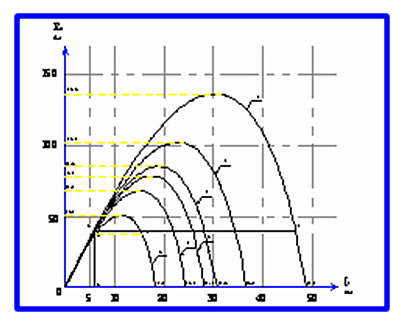
图3-1是次级空载电压U20及短路功率因素Cosφcc不变,短路阻抗Zcc变化时,有效功率Pf与闪光电流关系。表3-1,表3-2是与图3-1 a)、b)相对应的特征数据。
由图3-1可知,当 U20, Cosφcc不变,随着Zcc降低,Pfmax, 提高,Pf包围面积增大。Pfmax点右移,但lfm/lcc=0.62不变。从表3-1、表3-2数据可知,当次级短路阻抗从300 uΩ 降到150uΩ,Pfmax, lcc均提高一倍,即当U20, Cosφcc不变时,Pfmax, Icc大小只取决于次级回路短路阻抗,且成反比。
a)
b)
图3-1 不同ZCC时,PF与IF关系
a)U20=7.3V, COSΦcc=0.3;
b)U20=9.5V, COSΦcc=0.3 ;
1-Zcc=150uΩ 2-Zcc =200uΩ, 3-Zcc=240uΩ; 4-Zcc=260uΩ 5-Z=300uΩ, 6-Zcc=400uΩ
由表3-1可知:当Zcc≤260 uΩ时,U20=7.3V,平均闪光电流Ifa=6KA,能满 Lfb/Ifa≥4或Lfb/Ifa≥4.5要求。当U20=9.5V时,平均闪光电流Ifa可提高到8KA(表3-2)。所以提高次级空载电压可以提高闪光速度或者焊接更大截面积的工件。
表3-1 图3-1a)特征数据表
tr>序
号 | Zcc
(uΩ) | Pfmax
(KW) | lcc
(KA) | lFm
(KA) | Pfa
(KW) | Lfb
(KA) | Pfmax/Pfa
| Ifb/Ifa
| Icc/lfa
| 1 | 150 | 136.6 | 48.7 | 30.2 | 43.5 | 46.5 | 3.2 | 7.6 | 8.1 | 2 | 200 | 102.5 | 36.5 | 22.6 | 41.5 | 34.5 | 2.5 | 5.8 | 6.0 | 3 | 240 | 85.4 | 30.4 | 18.9 | 41.0 | 28 | 2.1 | 4.7 | 5.1 | 4 | 260 | 78.8 | 28.1 | 17.4 | 40.5 | 25.7 | 1.9 | 4.3 | 4.7 | 5 | 300 | 68.3 | 24.3 | 15.1 | 39.5 | 21.8 | 1.7 | 3.6 | 4.1 | 6 | 400 | 51.2 | 18.3 | 11.3 | 38.5 | 15.3 | 1.3 | 2.6 | 3.1 |
注:U20=7.3V, Cosφcc==0.3,lfa==6KA
表3-2 图3-1b)特征数据表
序
号 | Zcc
(uΩ) | Pfmax
(KW) | lcc
(KA) | lFm
(KA) | Pfa
(KW) | Lfb
(KA) | Pfmax/Pfa
| Ifb/Ifa
| Icc/lfa
| 1 | 150 | 231.4 | 63.3 | 39.3 | 74.0 | 60.3 | 3.1 | 7.5 | 7.9 | 2 | 200 | 174 | 47.5 | 29.5 | 72.5 | 44.0 | 2.5 | 5.5 | 5.9 | 3 | 240 | 144.6 | 39.6 | 24.5 | 71.5 | 35.0 | 2.0 | 4.4 | 5.0 | 4 | 260 | 133.5 | 36.5 | 22.7 | 70.5 | 33.4 | 1.9 | 4.2 | 4.6 | 5 | 300 | 115.6 | 31.7 | 19.6 | 69.5 | 30.6 | 1.7 | 3.8 | 4.0 | 6 | 400 | 86.6 | 23.8 | 16.5 | 67.5 | 19.4 | 1.5 | 2.4 | 3.0 |
注:U20=9.5V, Cosφcc=0.3,lfa=8KA
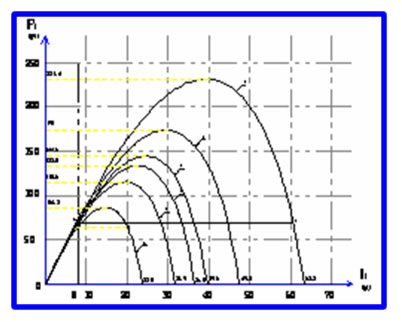
图3-2是次级空载电压U20及短路阻抗Zcc不变,改变短路功率因素Cosφcc时,有效功率Pf与闪光电流If关系。表3-3是图3-2特征数据。从图3-2可知,当U20,Zcc不变,随着Cosφcc提高,fmax按I /1+Cosφcc)倍率降低,Pf包围面积减小,Pfmax点左移。而Ifm/Icc=1/√2(1+Cosφcc ),当( Cosφcc=0时,Ifm/Icc=0.71;Cosφcc=1时, Ifm/Icc=0.5)。

图3-2,不同Cosφcc时,Pf与lf关系
U20=9.5V,Zcc=260uΩ Ifa=8KA
1--Cosφcc=0, 2-Cosφcc=0.15,
3-Cosφcc=0.23 4-Cosφcc=0.30,
5- Cosφcc=0.46
表3-3 图3-2特征数据表
| 序号 | | Pfmax(KW) | Ifm(KA) | Icc(KA) |
Pfa(KW) | Ifb(KA) | Pfmax/Pfa | Ifb/Ifa | Icc/Ifa | Ifm/Icc | 1 | 0 | 173.6 | 25.8 | 36.5 | 74.5 | 35.6 | 2.3 | 4.5 | 4.6 | 0.71 | 2 | 0.15 | 150.9 | 24.1 | 36.5 | 72.2 | 34.4 | 2.1 | 4.3 | 4.6 | 0.66 | 3 | 0.23 | 141.0 | 23.3 | 36.5 | 71.5 | 33.9 | 2.0 | 4.2 | 4.6 | 0.64 | 4 | 0.3 | 133.5 | 22.7 | 36.5 | 70.5 | 33.4 | 1.9 | 4.2 | 4.6 | 0.62 | 5 | 0.47 | 118.7 | 21.4 | 36.5 | 67 | 32.2 | 1.8 | 4.0 | 4.6 | 0.59 |
注:V20=9.5V, Zcc=260uΩ,Ifa=8KA
由表3-3可知,Cosφcc 从0.3降到0.15时,最大有效功率Pfmax从133.5KW,提高到151KW,峰值点对应的电流值IfM从22.7KA提高到24.1KA。lfM/lcc比值从0.62提高到0.66。可见当次级空载电压及短路阻抗不变时,电阻分量比电感分量对有效功率影响更大。
综上所述,次级回路短路阻抗尤其是电阻分量,对闪光过程稳定性有着重要影响,在焊机制造及使用过程中都应严格控制。对于大中功率闪光对焊机,Zcc值(包含工件调伸长度阻抗,但不包括对口接触电阻)应尽量控制在260MΩ以下,Cosφcc应控制在0.3以下。
4、对焊接电源要求
4.1 闪光对焊机宜采用缓降外特性电源。
电源外特性是指闪光过程对口电压降Uf与闪光电流If关系。
缓降外特性电源能使对口接触电阻Rf减小时,闪光电流If及有效功率Pf增加更快,有利于过梁形成和爆破,从而使缓降外特性电源能使对口接触电阻Rf减小时,闪光电流If及有效功率Pf增加更快,有利于过梁形成和爆破,从而使闪光过程更稳定。
如图4-1及图4-2所示,当次级空载电压一定时,电源外特性由Zcc及Cosφcc决定。Zcc及Cosφcc越小,电源外特性下降越平缓。
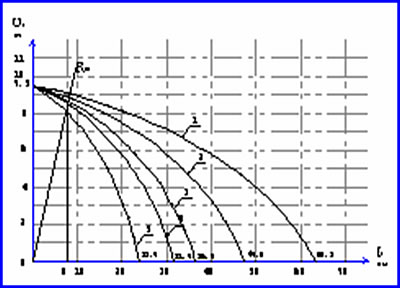
图4-1,不同Zcc时,电源外特性曲线
V20=9.5V COSΦcc=0.3 1-Zcc=150uΩ 2-Zcc=200uΩ 3-Zcc=260 uΩ 4-Zcc=300uΩ 5-Zcc=400 uΩ
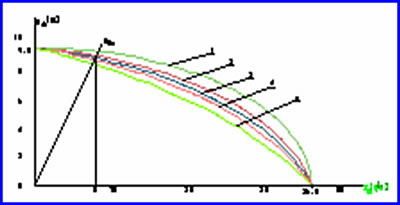
图4-2不同COSΦcc时,电源外特性曲线V20=9.5V Zcc=260UΩ 1-COSΦcc=0 2-COSΦcc=0.15 3-COSΦcc=0.23 4-COSΦcc=0.30 5-COSΦcc=0.46
4.2 闪光对焊宜采用低的次级空载电压U20。
适当提高U20,可以提高闪光过程稳定性。但过高次级空载电压会使闪光过程过于强烈。“过梁”存在时间短,热量损失大,热效率低,火坑深度增大,温度梯度增大。开路几率增多,特别是闪光后期,经常瞬时开路,端点被氧化可能性增大。另外,电弧放电,频率增加(对于低碳钢,开路时电弧放电电压约13-15V),因此应选用较低U20值。一般U20=4~15V,最高不超过18V。
4.3 焊机次级空载电压应能分级调节
大、中功率闪光对焊机,次级空载电压应分8级或16级调节,供焊接不同工件截面时选择。
4.4 闪光过程可控硅导通角应尽可能接近全导通
交流电源闪光电流存在过“零”,如图4-3所示,闪光时“过梁”爆破主要集中在电流峰值点附近,电流为“零”时不能爆破。导通角越小,电流为零时间越长,过梁存在时间长,过梁会变粗,火坑深,对焊接质量不利。
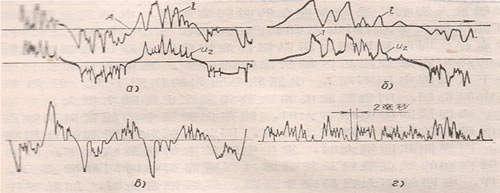
图4-3 闪光过程对口电流与电压波形图
a)焊钢件 b)焊钼件 c)焊薄钢板电流波形图 d)用直流电源焊接薄钢板电流波形图
4.5 采用特殊结构电源
焊接大截面工件,为了减小次级回路短路阻抗,可采用特殊结构电源,如用双变压器并联电源或用环形变压器电源(如图4-4),能使次级回路短路阻抗降到150uΩ以下。
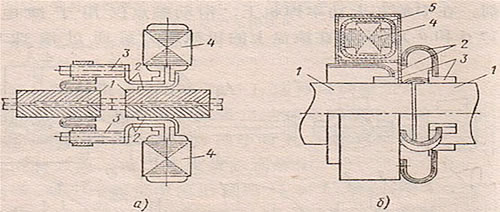
图4-4 特殊专用闪光对焊机电源
a) 双变压器悬挂式闪光对焊机电源; b) 焊接管子使用的环形变压器电源 |
