|
5、对控制要求
通用闪光对焊机,一般采用简单的同步控制器 , 能保证焊接质量。不宜采用恒电流控制器,否则会破坏闪光过程的自调节功能。也不必要采用电压补偿控制器(可控硅已全导通,自动移相已失去作用)
结论
■闪光对焊主要是利用对口接触电阻产生热量加热金属,固相交互结晶形成焊接接头。
■闪光过程具有较强自调节功能,比较容易获得稳定,连续闪光过程。
■次级回路短路阻抗及短路功率因数对闪光过程稳定性有重大影响,应严格控制。
■闪光对焊机应采用缓降外特性电源,次级空载电压应能分级调节,次级空载电压不宜太高。
■焊接时可控硅应接近全导通运行。
■不能采用恒电流控制器,否则会破坏闪光过程自调节作用。
附录:骏腾发自动焊接设备有限公司
UN-300主要技术参数
1. 输入功率Sn 300KVA
2. 额定负载持续率Xn 50%
3、电源电压U1380V,1-50HZ
4、次级空载电压U20,6.79-13.57V
5、变压器调节级数:8级
6、次级最大短路电流Icc : 26-52KA
7.次级短路阻抗Zcc≤260uΩ
8.次级短路功率因数COS¢cc ≤0.26
9.最大顶锻力Fmax:120KN
10.最大夹紧力F2max 240KN
11.顶锻供给压力Pa1:10Mpa
12、夹紧供给压力Pa2:10Mpa
13、动夹头最大移动距离Lmax :80mm
14、钳口最大开度e max : 60mm
15.冷却水额定流量Q: 30L/min
16、额定焊接截面积S:
低碳钢:2000mm2
合金钢、不锈钢:1500mm2

附条1、几种典型零件闪光对焊概况
| 焊接工件/技术参数 | 汽车轮圈 | 平板件 | 钢 轨 | 钢 管 | | 材料: | 低碳钢板 | 1Cr18Ti9T | 型号:P-65 | 低碳钢 | | 截面积: | 2*180mm2 | (700~900)*5mm2 | - | 10000mm2 | | 调伸长度: | 30mm | 38mm | 140~160mm | 340mm | | 次级空截电压: | 7.5V | 10~12V | 9.5~10V | 7.4V | | 预热时间: | - | - | 300S | 240S | | 预热脉冲: | - | - | 6S | 5.5S | | 闪光留量: | 10.5mm | 18mm | 20~23mm | 20mm | | 闪光时间: | 4.2S | - | - | - | | 平均闪光速度: | - | (2.5~3.5)mm/s | 0.8mm/s | 1.2mm/s | | 顶锻留量: | 5.5mm | 5mm | 12mm | 12mm | | 带电顶锻留量: | - | 3mm | 8mm | 8mm |

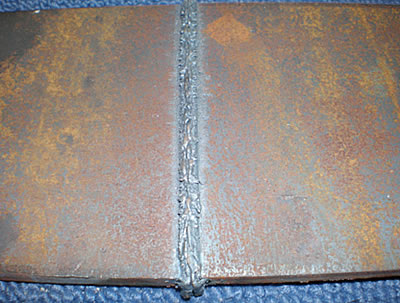
闪光对焊样件展示




|
