|
2. 2. 5 保温缓冷对涂层质量的影响
试验发现,对大平面上深宽比较小的缺陷焊补后空冷,易出裂纹,尤其是灰铁基体。必要时可采用保温缓冷或等温退火处理,使铸件均匀缓冷。
3 涂层组织结构分析
3. 1 涂层的金相组织分析
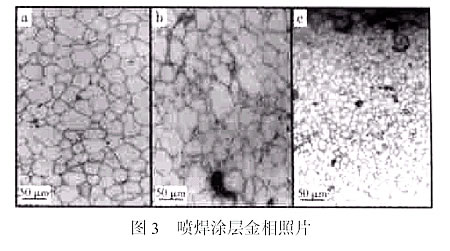
涂层的金相组织见图3 ,涂层组织均为单相奥氏体组织,喷焊过程中,在加热或冷却过程中不发生组织转变,在迅速的升降温时,可使基体保持原有的设计性能,为实现快速喷焊提供了焊材本身的性能保障。图3a为镍基F103涂层,图3b为铁基F303涂层。从图中可以看出,镍基F103涂层中夹杂物极少,而铁基F303涂层中有较多的夹杂物存在。从上述结果分析认为,由于铁基F303粉末的润湿性差,流动性不好,在喷熔过程中冶金反应不良,所以很容易造成夹杂等缺陷。对涂层的表层进行了组织观察,发现表层的晶粒要比涂层内部的晶粒度小的多,见图3c,而且晶粒的大小是从内向外逐渐变小的趋势。经分析认为,这种现象主要是由于表层冷却速度快而形成的。
3. 2 结合区组织结构分析
3. 2. 1 金相组织分析
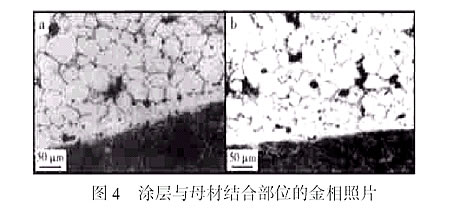
图4a、图4b分别为镍基F103、铁基F303涂层与基体结合部位的金相照片。为了观察结合处的组织结构,照片选取的部位均为涂层含夹杂物较多的,认为结合最薄弱的地方。通过观察发现,涂层与母材结合处组织致密,结合良好,并有微冶金结合及扩散的特征,对整个试件的结合界面进行了观察,未发现有明显的夹杂或其它不良缺陷。而且在涂层与基材的交界面上均已形成一种界面合金层。
3. 2. 2 显微组织分析
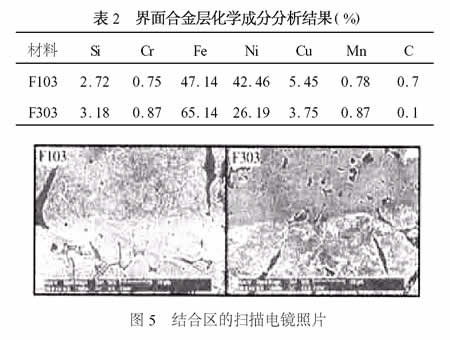
图5为结合区的扫描电镜照片,从照片中可以看出,在涂层与基材之间,存在着一层明显的界面合金层。从前面所述的文中可知,涂层组织均为单相奥氏体,母材热影响区组织由片状石墨、珠光体和铁素体组成,母材组织为珠光体和少量铁素体,而界面合金层组织为双相奥氏体加少量的片状石墨。对此又在该部位进行了电子探针化学成分分析,见图6和表2。通过涂层材料化学成分(表1)、界面合金层化学成分(表2)和HT220铸铁化学成分的比较,充分说明了涂层与基材之间产生了新的合金层。经分析认为,界面合金层是通过喷焊层和部分基材的熔化、混合、搅拌与微冶金反应以及合金成分之间的相互扩散而形成的,是界面上涂层合金液膜与基材相互作用的结果。结合界面是通过涂层和基材的相互扩散,以及在喷焊过程中,使粗糙的基材表面的尖峰金属熔化而形成微冶金结合的机理。重熔时熔化的自熔性合金与工件表面之间的相互作用有两种:一种是工件金属向熔融合金溶解;另一种是熔融合金的原子向工件原子扩散。自熔性合金熔点比基材的熔点低。当涂层合金熔化时,基材金属仍处于固态。由于合金中硼、硅元素的还原作用,使基材表面金属氧化物脱氧,并形成低熔点的硼硅酸盐类熔渣,浮出液态金属表面,形成保护膜,使熔化的合金紧密地与被清洁了的固态基材金属表面接触。基材表面金属向熔融合金溶解以及它们之间相互扩散和渗透,形成了一薄层表面合金过渡层,使喷焊层和基材产生类似钎焊的牢固的微冶金结合。这层合金层的厚度,不仅与基材的材质、基材表面的粗糙度以及喷焊过程的加热温度、喷焊的操作工艺有关,而且与涂层材料的化学成分、物理性能、涂层的高温停留时间等因素有关。采用这两种涂层材料用同一喷焊工艺和参数对HT220基材进行喷焊实验,经测量F103涂层材料结合处合金层的厚度约为60μm,F303涂层材料结合处合金层的厚度约为120μm。经分析认为,HT220基材与F303涂层材料的成分和性能相近,容易形成微冶金结合行为,从而弥补了润湿性不良的缺点,所以采用F303 粉末对HT220基材进行喷焊,同样能满足涂层结合强度的要求。

4 结 论
(1) 选用国产镍基F103或铁基F303自熔性合金粉为喷焊材料,采用氧乙炔焰“一步法”喷焊方法,采取合理的喷焊工艺,对铸件表面缺陷的修复是一种理想的加工技术。具有设备简单、投资少、见效快、操作方便、容易掌握、涂层质量稳定、机械加工性能好、生产成本低、经济效益高等显著特点。
(2) 采用该工艺修复铸件表面缺陷,涂层组织均为奥氏体,综合性能优良;涂层与基体具有微冶金结合的特征,形成一定厚度的界面合金层,从而改善了涂层接头的组织性能,显著地提高了涂层的结合强度。
参考文献
1 徐锦烽,钱翰城. 铸铁缺陷修补方法. 铸铁技术,1994(3):10~13
2 高 旭,燕 峰. 灰铸铁厚大件电弧冷焊特殊焊补技术. 四川电力技术,2000(6):1~4
3 顾朝阳,翟卫平. 氧乙炔焰金属粉末喷焊技术的应用. 山东建材,1999(2):31~32 |
