|
摘要 采用“三点弯曲”试验对HQ130 高强钢焊接熔合区附近的应力状态进行了试验测定。试验结果表明,外加载荷增大,焊接试样的应力应变值逐渐增大,经过近似直线的弹性范围后,达到塑变区后应变发生突变。外加载荷增加使产生裂纹的可能性增大。尽管应变的公式计算值和实测值之间存在着一定的偏差,但二者的总体趋势是一致的,在要求不太严格或只要求获得应力变化规律的情况下,仍可用公式法估算。
关键词: 高强钢 气体保护焊 拘束应力
前 言
HQ130 钢是目前国内用于焊接结构强度级别最高的钢种,主要用于工程机械高强耐磨部位。该钢除用作工程装载机铲刀刃板外,还可用于起重机抓斗刃口板以及挖掘机、推土机和采煤机等机械设备的刃口部位。高强钢焊接时产生延迟裂纹不仅决定于钢的淬硬倾向和氢的有害作用,还决定于焊接接头所处的应力状态,在某些情况下,应力状态还起决定性的作用。
近年来不少研究者在致力于焊接接头区拘束应力的研究[1~3 ] ,但受现有测试手段及检测设备的限制,对焊接过程中拘束应力的瞬态分布进行准确的试验测定是非常困难的[4] 。为了阐明外加载荷对HQ130 钢焊接冷裂纹的影响,本文用自行研制“三点弯曲”试验装置测试了外加载荷条件下焊接区应力、应变的变化规律。分析了在不同的焊接条件下,究竟多大的拘束应力会产生焊接裂纹,这个定量数据的确定对避免冷裂纹的产生具有重要的意义。
1 试验方法
试验母材HQ130 钢是一种低碳调质焊接结构用高强度耐磨钢,抗拉强度为1 300 MPa。该钢含有Cr,Mo,B等多种合金元素,具有高淬透性。试验用HQ130钢供货状态为920 ℃淬火+ 250 ℃回火。该钢的化学成分、热处理(淬火+ 250 ℃回火) 后的力学性能和相变点分别列于表1 、表2 和表3 。该钢经热处理后获得综合性能较好的低碳回火马氏体组织,具有高强度、高硬度以及较好的塑性和缺口冲击韧性。
HQ130 钢“三点弯曲”试样尺寸为55mm×10mm×10mm,每组6块。试样两端各焊制一块引弧板,用台钳将6 块试样夹住,然后在中间堆焊一道焊缝。采用CO2 气体保护焊配合GHS - 70 焊丝进行焊接,工艺参数为:焊接电流130A,焊接电压21V, 焊接速度0.27cm/s。焊后把各个试样分离开,打磨掉焊缝余高,从未堆焊面将试样磨至宽10 mm,厚5 mm。按金相试样的制备方法将试样打磨、抛光并用3 %的硝酸酒精溶液腐蚀,显示出焊接区的轮廓。
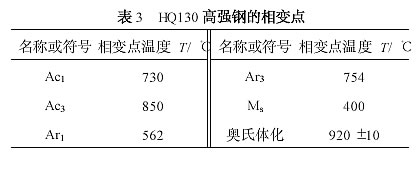
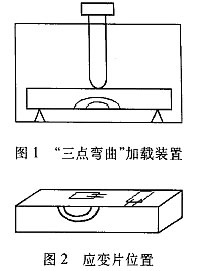
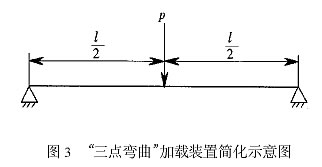
“三点弯曲”试验装置由自行设计的加载装置、支块、YJ R-5型静态电阻应变仪、应变片及连接导线组成。通过旋转螺杆对试样施加载荷,所加载荷用螺杆旋转的角度表示,称为加载角度。在螺杆施加压力的作用下试样变形,用千分表测量试样弯曲的挠度作为加载量的相对控制参量,通过应变仪读出应变值。加载装置及应变片的位置见图1 和图2 。试块所受的内应力越靠近中性轴,应力越小。按图1 加力, 则底面所受拉应力最大。图1所示的加载装置可简化为见图3 的简支梁。

式中:ε为应变,为应力; E为弹性模量, f为挠度, l为试板宽度, h 为试板板厚
2 试验结果及分析 |
