|
虽然通过以上波形可以分析出焊接过程中瞬间的稳定性,但是为了更加准确地了解焊接过程的参数变化与焊接过程稳定性的联系,需对电流电压信号进行统计分析处理得出电流电压概率密度分布(PDD)与熔滴过渡短路时间的频数分布(CFD )〔5,6〕。图5 是从所采集的数据中任意挑选的1 秒的数据(电流电压各4000个)进行统计分析得出的概率密度分布曲线。
其中曲线1代表正常工艺条件下的焊接;曲线2代表试板上有油污情况下的焊接;曲线3代表试板上有孔的情况下的焊接。从图5 可以看出在有油污的非正常情况下,电流电压概率密度分布与熔滴过渡短路时间频数分布明显呈现出不同的特征:正常情况下三种分布的参数都比较集中,而在油污情况下,参数都相对分散, 多次出现电流过小与峰值电流过高的情况(电流为0 的概率密度达到0。 15, 且在400~ 500A 区也频繁出现),在文献〔6〕中指出,当电流过小,在0≤I≤10A 区段的概率越大时,焊接过程越 不稳定,短路峰值电流I≥400A时,焊接过程飞溅越大,焊缝成形越差。从短路时间的频数分布曲线可以看出,在有油污的情况下,熔滴过渡时间很不规则, 出现较多熔滴过渡时间过短与过长的现象。而实际焊接要求在燃弧阶段, 熔滴与母材吸收充足的能量,以保证熔滴过渡与焊缝成形,因此燃弧电流下降要缓慢,而短路开始电流要小,以使熔滴从与熔池接触到铺展过程顺利,然后电流迅速上升形成液体颈缩,在颈缩断开前的短路峰值电流要小,以减少飞溅〔7〕。在本次实验中,经大量数据统计对比分析显示:短路时间在1. 5~ 5ms 区间概率越大,焊接过程越稳定。有油污的情况下电流过小占相当比例,说明多次出现断弧现象。从电压概率密度分布上看:有油污时,燃弧电压(左边峰区域)与短路电压(右边峰区域)都比正常的高,弧长拉长,容易造成飞溅严重,不利于熔滴的平稳过渡。
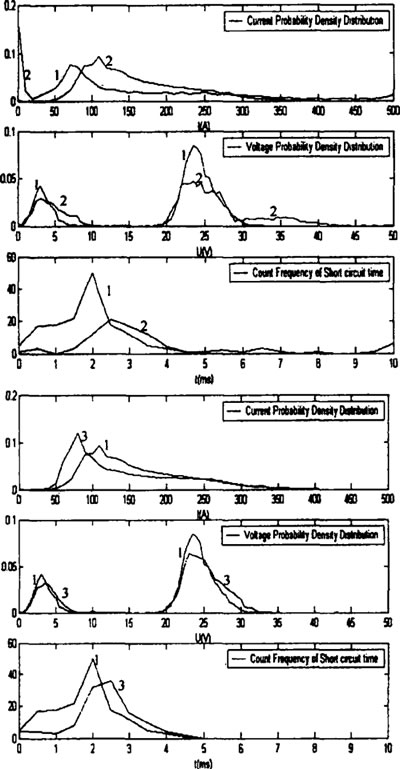
图5 电流电压PDD 曲线与熔滴过渡短路时间的频数分布比较曲线
由图5还可以看出,在试板上有孔情况下,平均电压统计结果比正常情况的大(经计算, 普遍大0.2~ 0.4V) ,这是焊缝上有孔时,弧长拉长造成的;而平均电流统计结果比正常焊接条件下的小(经计算,普遍小5~ 10A) ,这是焊机缓下降外特性曲线与电弧静特性曲线的交点左移形成的〔8〕。短路时间频数曲线表明: 在试板上有孔的情况下, 熔滴过渡时间明显比正常焊接条件下的长。
4 结 论
4. 1 本文在PC 机上用V isual C+ + 6。 0 所开发的信号采集系统能真实, 完整地采集到CO 2 气体保护
短路焊过程的电量信号。
4. 2 对所采集的信号通过波形分析, 可以判断焊接过程瞬间的稳定性。
4. 3 对所采集电量信号统计分析可作为研究焊接过程稳定性的一种手段。
参考文献:
[1] BY T. P. Quin, C. Smith. C.N.etal.A rc Sensing fo r Defects in Constant- Vo ltage GasM etal A rcW elding [J].
W elding Journal, 1999, 78 (9) : 322~ 328。
[2] 薛家祥, 余文松, 黄石生。 模糊逻辑用于弧焊过程的控制[J ]。 电焊机, 1999, 29 (3) : 1~ 4.
[3] 刁修民等。 在V isual C+ + 环境下实现高速数据采集的几个问题[J ]。 计算机测量与控制。 2003。 11 (2): 131~ 134。
[4] David J。 Kruglinsk i, Sco tW ingo and Geo rge Shepherd, 希望图书创作室译。 P rogramm ing V isual C+ + 6。 0 技术。
[5] 胡庆贤。 Kohonen 神经网络在熔化极气体保护焊接质量监测中的应用[J ]。无损检测,2002 (4):159~ 161。
[6] 张晓囡等。评定CO2电弧焊电源动特性的统计分析法[J]。焊接学报 2001,22(3) : 12~ 16。
[7] 丁京柱等。 双闭环单片机波控逆变CO2焊机系统。焊接学报。2000, 21(3): 47~ 62。
[8] 郑宜庭, 黄石生。 弧焊电源[M]。 机械工业出版社: 1988, 9~11。
[b][/b] |
