石艳
(四川理工学院,自贡,643033)
摘要:介绍了压水堆核岛设备中一回路主系统Ⅰ级设备蒸汽发生器(SG)换热管与管板封口焊焊缝密封性试验,其对重要化工设备的密封性检测具有借鉴作用。
关键词:换热器封口焊密封精度氦质谱检漏
1 前言
换热器是化工生产中应用很广泛的单元设备之一,约占化工设备总重量的40%。针对不同的化工过程,换热器的类型也多种多样,但目前主要采用间壁式的管壳式换热器。对这类换热器来说,换热管与管板的封口焊焊缝密封性是关系整台换热器性能的关键。该处密封不严,必然导致泄露,引起管程与壳程介质的混合,产生不良后果。因此生产厂家必须对该焊缝进行焊后密封性试验。
2 传统检测法
换热管与管板封口焊全部完成后,清洁焊缝,并将换热器竖立,壳程充入氮气或干空气达到一定压力后,在焊缝处涂肥皂水,用肉眼观察是否有气泡产生来判断是否焊缝密封,此法俗称“气泡法”。这种方法虽然操作简单,价格低廉,不需要专用设备。但其灵敏度、可靠性、检漏精度等受环境和检测人员的影响较大,其检测精度仅能达到1×10-2Pa・m3・s-1。对一般设备基本满足精度要求。但随着产品的不断升级换代,特别是对一些重要换热设备,如四川为广东岭澳核电站一回路主系统生产的Ⅰ级设备蒸汽发生器(其外型高22m,直径约5m)。该换热器用“气泡法”无法满足密封性精度的要求,现改用国际上较先进的氦质谱检漏技术。
3 氦质谱检漏
氦质谱检漏技术是采用质谱分析原理,利用氦气作为示踪气体,反映到氦检漏仪上,以光信号和音响方式表达出来。
3. 1 专用设备
氦检漏仪、真空泵、专用吸盘等。
3. 2 检测装置连接图
检测装置连接图见图1。
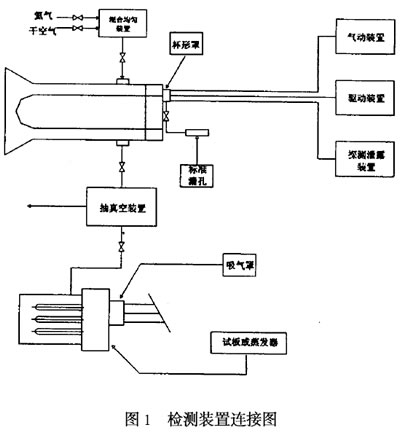
其检测步骤为:
3.3.1 启动抽真空装置使壳程获得低于1000Pa(10mbar) 的真空度。
3.3.2 通过混合装置向壳程充满干空气和氦气(氦气含量最低为20%)的均匀混合物,其压力高于大气压力0.1MPa 或为0.2+0.01MPa 。
3.3.3 用四孔专用吸盘(图中杯型罩)罩在四个相邻管孔焊缝上,如有泄漏气体,经真空金属软管吸到探测仪,就会发出声光报警。再改用单孔吸盘对可疑焊缝进行逐个检查。
3.3.4 重复进行步骤 3.3.3,直到所有焊缝都被检测。
3. 4 特点
此方法称为“吸盘法”。由于利用氦气作为示踪气体,不存在安全和污染问题,对人体也无任何损害。并且氦气穿透能力强,检测灵敏度高,其检测精度能达到 1×10-12Pa・m3・s-1(传统方法仅1×10-2 Pa・m3・s-1),可靠性强,是目前较先进的检测手段。
4 结束语
氦质谱检漏技术目前并未普及,仅在一些特别重要的设备(如核设备)上应用。原因是此方法需购置专用设备,且设备安装较困难,吸盘操作更要特别小心。此外,目前尚无国家标准和部颁标准,基本上都是引进和借鉴国外标准,如法国NFA092492 。而且由于各个生产厂家产品的差异,我国在使用上经验不丰富。但是,从总体上说,随着化学工业的发展,化工过程越来越复杂,对化工设备的要求越来越高,以及国际化合作的日益广泛深入,要提高我国泄漏检测技术,氦质谱检漏技术仍然值得推广。
|
