|
表2是采用龙门焊机前后车顶焊缝成形、焊接效率、所耗焊材和焊接成本的一些数据对比。
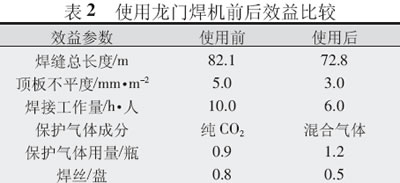
经过表2对比发现,采用龙门焊机后焊缝成形得到很大改善,焊接效率得到很大提高,焊接成本有效降低,经济效益显著。
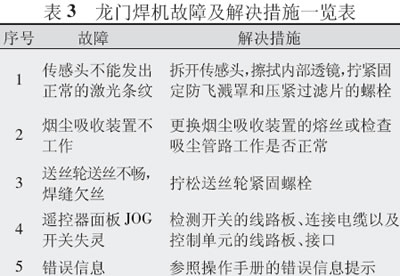
4 常见故障及解决措施
常见故障及解决措施见表3。
5 结论
a、采用龙门焊机焊接车顶通长板焊缝,提高了焊接质量,降低了生产成本。
b、实现激光自动跟踪,提高了生产效率,降低了劳动强度。
c、针对于车体总组装时车顶雨檐下: 条通长仰焊缝施焊位置不好,工人劳动强度大且焊缝成形不良,建议增设悬臂式激光跟踪自动焊机。
参考文献:
[1] 中国机械工程学会焊接学会。焊接手册・材料的焊接[M]北京:机械工业出版社,1992
[2] 周振丰。金属焊接性[M]北京:机械工业出版社,1994
[3] 鞠益兰,程金松6结构光式激光视觉传感器的焊缝跟踪系统[J]电焊机,2002,32(5):9-11
[4] 孙立新,韩炜,刘冰清,等6结构光焊缝检测传感器设计理论的研究[J]光学学,2003,23(2):225-230
|
