|
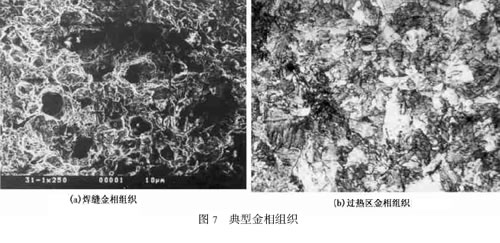
对裂纹附近焊缝及热影响区的金相分析表明,两试件的焊缝组织主要为铁素体+珠光体,有网状晶界铁素体,其中K294+31处试件焊缝有魏氏组织,焊缝区内未发现明显的夹杂物和缺陷。过热区组织主要为铁素体+珠光体,与母材相比晶粒粗大,但并不严重。典型焊缝和过热区金相照片见图7。
在裂纹附近焊缝及距焊缝约60mm的范围内,在轨腰相距16mm的上、中、下3条线上进行维氏硬度试验,其中下测试点距去掉轨底后形成的边缘10mm。每个测试点之间相距5mm(软化区内相距2mm) 。K294+31试件焊缝、粗晶区、软化区和母材硬度分别为280HB、300 HB、266 HB 和287 HB。K297+33试件焊缝、粗晶区、软化区和母材硬度分别为270HB、315HB、260HB和300HB。软化区均距焊缝约25mm。两试件,以及上、中、下测试点之间硬度无明显差异,粗晶区淬硬和软化区软化均不严重。
2 检验结果分析
2.1 裂纹性质和裂纹源
两试件切割后,均沿裂纹自然分离,且整个断口锈蚀严重,未见新鲜断口。宏观断口和扫描电镜照片(图3、图4、图5、图6) 均为将断口经100 ℃弱醋酸处理,是基本清除断口处的锈污后的结果。断口分析(图3、图4、图5、图6) 表明,两试件的断裂由疲劳裂纹引起。K294+31试件疲劳裂纹的启裂点位于焊瘤内靠近推瘤的起始点。K297+33试件启裂点位于焊瘤推瘤尾部形成的趾部。扫描电镜分析和电子探针分析表明焊瘤中的夹杂物和空洞是疲劳裂纹启裂的重要因素。焊缝及热影响区金相组织、硬度值和硬度分布无明显异常,不是引起钢轨断裂的原因。
在K297+33试件的2个裂纹尖端(图2)、K294+31试件裂纹右侧的2个分叉裂纹的尖端(图1)和其它部位未发现其它裂纹源;K294+31试件裂纹左部尖端已接近轨头底面(图1),在沿轨头底面切割试件时试件自然分离,说明截取试件时未能保留左侧裂纹尖端,因此无法明确判断此处是否有另一裂纹源。但与K297+33试件对比,可见两裂纹形态相同,且都有基本相同的启裂点,因此,可基本确认294+31试件的焊瘤内靠推瘤的起始部位是唯一的启裂点。关于钢轨焊缝附近的轨腰纵向裂纹的裂纹源,文献[1]通过金相分析,认为是焊前钢轨端面存在微裂纹,而轨腰含碳量偏高和连续的网状渗碳体组织是造成焊前裂纹的原因。文献[2]认为钢轨闪光焊接头断裂的裂纹源在轨底和轨头,裂纹在轨底启裂是由于氧化使金属脱碳,轨头启裂是由于轮轨的冲击使轨头淬火层与基体界面出现疲劳裂纹。显然,本文中讨论的钢轨轨腰纵向裂纹与上述文献中的虽然都是疲劳裂纹,但裂纹源不同。
2.2 裂纹形态和形成机理
与钢轨焊接头有关的裂纹形态可分为3 类:S 形、H形、∩形[3]。然而,不论裂纹最终形态如何,共同的特点是均有与钢轨重心线大致平行的扩展段。K294+31试件属S形(左侧)或H 形(右侧),K297+33试件属∩形。启裂点均在焊缝附近,裂纹通过疲劳扩展穿透轨腰厚度后,先大致沿与钢轨重心线平行的方向扩展,然后转向轨头和(或)轨底。
根据此类裂纹的启裂点、裂纹形态和裂纹走向,可定性地分析裂纹启裂和扩展的机理。钢轨在轧制和较直过程中会产生残余应力[4 ,5],轨腰部位如有纵向残余压应力,由于泊松效应会产生垂向拉应力,使轨腰沿重心线劈裂。焊接残余应力使钢轨中的残余应力更加复杂,但根据焊接残余应力分布的一般规律,轨腰厚度小于轨头和轨底,最先冷却,产生纵向残余压应力,是产生裂纹的力学因素。裂纹沿重心线方向扩展到转向之前的长度,应与焊接残余应力区长度有关。由图1、图2和裂纹长度数据可见,K294+31试件(气压焊)比K297+33试件(闪光焊)水平段长度长,这是与两者的加热区宽度相对应的。所以,尽管列车载荷会在钢轨外侧轨腰产生拉伸弯曲应力[6] ,但K294+31和K297+33试件均在钢轨内侧轨腰启裂,可见此时裂纹的扩展方向主要受焊接残余应力控制。裂纹扩展穿过焊接残余应力区之后,扩展方向则主要受列车载荷的控制,使裂纹由纵向(水平)转为垂向。综上所述,显然焊接残余应力是裂纹启裂和扩展的重要力学因素。
在钢轨的冶金(包括焊接冶金)因素、残余应力和列车载荷之间,究竟哪个因素起决定性作用,目前还难以定量分析,而且也缺乏准确详细的调查资料。例如,启裂点多数在钢轨内侧还是外侧,目前尚无资料可查。因此,笔者建议有关研究机构和施工、维修单位,开展对此类裂纹的调查,这将有利于加深对此类断裂的认识。
3 结论
K294+31和K297+33试件均为疲劳断裂,且启裂点均在钢轨内侧。K294+31试件启裂源在焊瘤内部靠近轨腰表面与焊缝相交处,K297+33试件启裂源在焊瘤趾部。两试件焊缝和热影响区组织、硬度值和硬度分布无明显异常。
K294+31和K297+33试件的裂纹形态与常见的类似裂纹相同,但启裂点与现有文献报道的不同。建议重视此类断裂现象,加强有关此类断裂事故的调查和研究。
定性分析判断,此类裂纹受焊接残余应力控制,先沿钢轨重心线方向扩展,裂纹穿过焊接残余应力区后,则主要受列车载荷的控制,由沿重心线方向扩展转为沿垂向扩展,最终形成S 形、H 形或∩形裂纹。
参考文献
[1] 邹定强,邢丽贤,杨其全,等。焊前轨端轨腰裂纹造成的焊接接头伤损的研究[J]。铁道建筑,2003,(10) :729。
[2] 丁成钢,陈春焕,史春元,等。钢轨闪光对焊接头断裂研究[J] . 焊接技术,1999, (3):425。
[3] 许广德,从钢轨断裂情况谈无缝线路焊轨应注意的问题[J] . 铁道建筑技术,1996, (1):40242。
[4] 安天生,钢轨轨腰水平脆断敏感性评定[J] . 铁道学报,1999 ,21(4) :9212。
[5] 周清跃,詹新伟,张银花,等。 包钢连铸钢轨落锤断裂原因分析[J]。中国铁道科学,2003,24(2):972102。
[6] 颜秉善,王其昌,钢轨力学与钢轨损伤[M]。成都:西南交通大学出版社,1989。
|
