王快社1, 2, 沈洋1, 王训宏1, 许可为2
1.西安建筑科技大学冶金工程学院, 陕西西安710055;
2.西安交通大学, 陕西西安710049
摘要:搅拌摩擦焊中焊缝材料的流动对焊件性能有很大影响。洋葱圆环是搅拌摩擦焊焊核区中材料流动的集中体现。文中对5mm厚的1060、3003铝合金板材进行了搅拌摩擦焊连接,通过对其焊核区腐蚀后的形貌观察分析研究了不同工艺参数下材料的流动形态。结果表明,工艺参数对搅拌摩擦焊焊核区洋葱圆环的形成有很大影响。采用较高的搅拌头转速和合适的焊接速度可获得稳定、质量良好的搅拌摩擦焊接头。
关键词:搅拌摩擦焊; 洋葱圆环; 异种铝合金组合
搅拌摩擦焊是英国焊接研究所发明的一种新的焊接工艺,洋葱圆环是其焊接头最主要的特征,它是搅拌摩擦焊过程中材料流动的集中体现。文献[1]通过6061铝合金和铜合金的搅拌摩擦焊对其接头水平面上搅拌头焊针周围材料的流动行为进行了研究。Colligan[2]对6060/7075铝合金搅拌摩擦焊接头中材料的流动进行了研究,指出搅拌摩擦焊过程实质上是材料搅拌和挤压的过程。Reynolds[3]观察了材料垂直方向上的流动行为。Guerra[4]认为搅拌焊针周围的材料流动由两种方式组成,两种方式的热机过程是不同的。
搅拌摩擦焊过程中材料流动行为对接头的性能有很大的影响。如何使材料获得最佳的流动形式从而获得优良的搅拌摩擦焊接头对搅拌摩擦焊的研究具有重要意义。而上述研究主要集中在建立材料流动的模型,对于工艺参数对材料流动的影响并未做深入研究。本文通过对1060/3003铝合金搅拌摩擦焊焊接接头的研究,分析了工艺参数对搅拌摩擦焊洋葱圆环形成过程的影响,以期对提高其接头性能有所借鉴。
1 实验过程
实验用1060和3003铝合板材的厚度均为5mm。实验采用改装的万能铣床作为搅拌摩擦焊设备,搅拌头材料为65Mn( 焊针为圆柱形,直径4mm)。将1060铝合金放置在搅拌头旋出侧,3003铝合金放置在搅拌头旋入侧。焊接过程中,搅拌头旋转速度(n)为750至1200r/min,焊接速度(v)为37.5至95mm/min。
焊接完成后,垂直于焊接方向使用线切割机切得实验用的试样。对试样横断面和上水平面进行抛光、腐蚀。腐蚀液成分为:2mlHF、3mlHCl、20mlHNO3、175mlH2O。由于腐蚀后1060铝合金相对于3003铝合金颜色较浅,使用低倍数的显微镜对其观察,以研究工艺参数对洋葱圆环的影响。
2 实验结果及分析
图1是1060/3003铝合金搅拌摩擦焊焊接接头横断面的形貌(左边颜色较浅的部分为1060铝合金,右边颜色较深的部分为3003铝合金), 可看出,横断面的底部存在较大的孔洞,这是由于搅拌头焊针较短造成的。通过改变焊接时搅拌头与焊接轴线之间的角度可减少孔洞的产生。
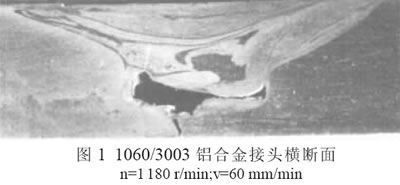
图2是不同工艺参数条件下焊缝横断面的形貌。在这些照片中,焊核区中两种材料的界面清晰可见。其中旋出侧的材料较亮,为1060铝合金。另一侧较暗,是旋入侧,材料是3003 铝合金。在不同工艺条件下,在焊核区上部和中下部,旋出侧的1060 铝合金穿过焊缝,向旋入侧流动。而在焊核区中部,则是旋入侧的3003 铝合金向旋出侧流动,但这一层材料往往非常薄。图2的照片中,在旋出侧的底部都存在着不完全或亚洋葱圆环,显示出在搅拌摩擦焊过程中,旋入侧材料趋向于成为流线型(或是分层)模式,而旋出侧材料则更趋向于成为不完全的洋葱圆环结构。
从图2(a)、(b)、(c)、(d)的比较中,可以看出当搅拌头旋转速度一定时,随着焊接速度的减小,焊核区变得越来越大。这意味着当搅拌头旋转速度一定时,焊接速度越小,此区域经历的变形越大。从图2(a)、(b)、(c)中可知,在n= 950 r/min 时,焊核区底部的孔洞随着v的减小而逐渐变小。当n=950r/min、v=37.5mm/min时,没有缺陷,空洞消失,如图2(d)所示。
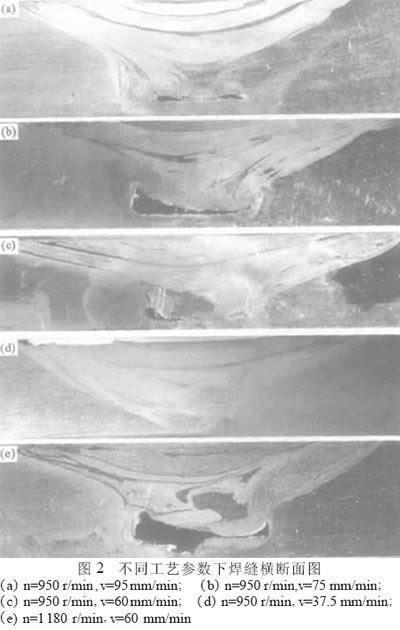
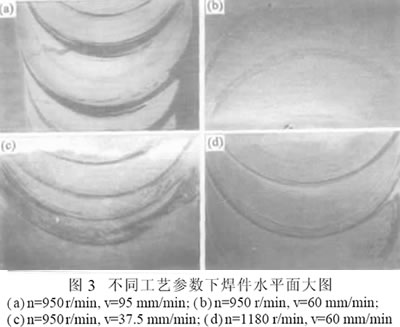
图2(c)、(e)中的焊件是在相同的焊接速度、不同的搅拌头旋转速度下获得的。从中可以看到,随着搅拌头旋转速度的提高,焊核区层状结构更加稳定,这是由于在大变形情况下,更高的搅拌头旋转速度使得焊核区材料更易流动,从而获得更好的接头。图3 所示的是不同工艺条件下,焊件水平面的图像。可以看到,焊缝都是由具有一定间隔的环状纹路组
成,而不是一般认为的直线形焊缝。在焊件水平面上,旋入侧和旋出侧材料发生了混合,主要是旋出侧材料(较亮部分),而旋入侧材料则较少。从图3(a)(b)、(c)中可知,在一定的搅拌头旋转速度下,随着焊接速度的降低,环状纹路的间距变小,两侧材料的流动更加均匀,可获得更好的接头。
3 结论
(1) 在搅拌头旋转速度为950r/min,焊接速度为37.5 mm/min的工艺条件下可获得外观成形良好,材料流动充分的1060/3003异种铝合金搅拌摩擦焊接头。
(2) 在一定的焊接速度下,随着搅拌头旋转速度的提高,焊核区越来越大,层状结构更加稳定,接头性能更加良好。
(3) 在一定的搅拌头旋转速度的情况下,随着焊接速度的减小,焊件两侧的材料流动更加均匀,可获得外形更好的接头。
参考文献:
[1] Nunes A C Jr, Bernstein E L, McClure J C. A rotating plug model forfriction stirswelding [A]. the 81st AmericanWelding SocietyAnnualConvention[C]. Chicago: IL,2000.
[2] Colligan K. Material flow behavior during friction stir welding of aluminum[J]. Weld J, 1999,2:295-375.
[3] ReynoldsA, Seidel RU, SimonsenM. Visualization ofmaterial flowinan autogenous friction stirweld[A]. Proceedings 1st International SymposiumonFrictionStirWelding[C]. California,1999.
[4] GuerraM, Schmidt C, McClure J C, et al. Flow patterns during frictionstirwelding[J].aterialsCharacterization,2003,49:95-101. |
