|
焊接设备是按照焊接工艺要求对焊接能量实行控制,并完成焊接过程操作的电路,机械、气路、水路等的总称。电焊设备的能量源就是焊接电源。在电焊类焊接中,电弧焊是应用最普遍的一种焊接方法。电弧焊分为两大类:一类是熔化极气体好户焊(简称GMAW),其中有焊条电弧焊、埋弧焊、气体保护焊(有CO2、MAG、MIG)、药芯焊等。另一类是非熔化极惰性气体保护焊(TIG),其中有惰性气体保护焊和等离子弧焊,这两者都有直流焊应用和变极性焊应用,即变极性TIG焊(VPTIG)和变极性等离子弧焊(VPPAW)。随着制造工业技术的发展,对焊接设备的要求越来越高,未来焊接技术的发展趋势是焊接成形精确化、焊接生产自动化、过程控制智能化。焊接生产,要求优质、高效、高熔敷率焊接,为满足这一目标,目前数字控制技术正逐步取代模拟技术而成为焊接控制的主要技术手段。
在熔化极气体保护焊中,CO2气体保护焊、氩混合气体保护焊(MAG)和惰性气体保护焊(MIG),由于焊接电源是平特性,控制技术比较单一,已经是成熟的技术,这些焊机是焊机市场的普通产品,也是当前的主流产品。而脉冲熔化极氩弧焊(PMIG),由于其独有的优越的焊接性能,近年来发展较快,在一些重要的焊接结构中,或者对焊接质量要求很高的场合中,都喜欢应用PMIG焊。当前在工业中,铝、镁及其合金材料的广泛使用,为PMIG焊提供了独有的舞台。变极性方波交流TIG焊,多用于薄板铝材的焊接,虽然有很好的焊接质量,但焊接速度慢。生产效率低。PMIG焊是一种先进的焊接技术,它几乎对所有金属材料都能施焊,且焊接效率高、变形小、参数稳定,易于实现自动化焊接。其主要特点是:
A、焊接参数调节范围大,可以小至几十安培的电流,也可以大至几百安培的电流焊接,可以焊接薄板,也可以焊接厚板。
B、可以有效地控制焊接的线能量,控制热量输入和焊缝成形,这对热敏感类材料十分有利。
C、由于其熔滴过渡为喷射过渡方式,可用于立焊、仰焊和实现全位置焊,也可以工作在短路过渡状态。
D、焊缝质量好,单面焊双面成形等。
和任何事物一样,PMIG焊也有它的缺点:焊接设备成本较高,氩气贵;焊接工艺参数配置较复杂,对焊接操作人员要求较高,怕油污,施焊前必须严格清除。
PMIG焊法,其熔滴过渡是喷射过渡,电弧的控制是闭环控制,所以要研究PMIG焊就必须对焊机的电极、电弧、熔滴和熔滴过渡、电弧的控制调整知识进行学习,掌握必要的基础理论,在工作中增强自觉性,减少盲目性,才能获得好的成效,这就是编写此材料的出发点。
一、电弧对焊丝的熔化及熔滴过渡:
1、焊接电弧的构成及其导电性:
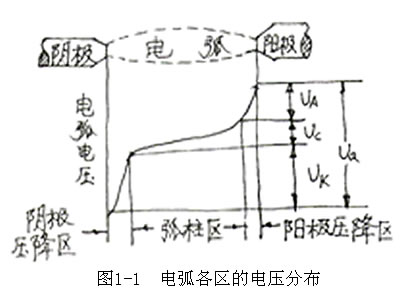
焊接电弧由三个不同的电场强度区域构成;如图1-1所示,由阳极区、阴极区和弧柱区三个区域组成。其中弧柱区电压降UC的值较小,而长度较大。说明弧柱的导电阻抗小、电场强度低。两个极区沿长度方向,尺寸短而电压降大(UA:阳极区压降;UK:阴极区压降),可见极区阻抗较大、电场强度较高。电弧的这种特性,是由各区导电机构不同所决定的。
(1) 弧柱区的导电特性:弧柱区温度随气体种类和电流大小不同而不同,产生以热电离为主的导电现象,带电粒子在电场的作用下,正离子向阴极方向运动,电子向阳极方向运动而形成电流,这种放电电流具有大电流、低电压的特点。
(2) 阴极区的导电性:阴极区的作用是向弧柱区提供电子流,并接受由弧柱区来的正离子流。由于阴极材料、电流大小、气体介质等不同,阴极区导电机构分为三种:
A、热发射型,当阴极采用钨、碳等高熔点材料时,弧柱区所需要的电子流,主要靠阴极热发射来提供。
B、电场发射型,也称冷阴极导电机构。当阴极材料是熔点较低的Fe、Al、Cu等金属时,不能产生强的热发射电子流,因而电子供应不足,在阴极区造成过剩正离子堆积,形成正电场。这个正电场很强,一方面产生电场发射,同时产生碰撞电离,向弧柱区提供所需要的电子流,因而也称为冷阴极导电机构。冷阴极导电机构是熔化极电弧焊最常见的导电机构。在许多情况下,热发射和电场发射两种导电机构并存。以热发射为主时,阴极压降低;以电场发射为主时,阴极压降高。
C、等离子型阴极导电机构,这是在冷阴极电流较小时形成的导电机构,使阴极形成高亮度辉点。
(3)阳极区导电性:阳极区,一方面接收弧柱区过来的电子流,另一方面向弧柱区提供所需要的正离子流。电子流在到达阳极区后都释放出相当于本身逸出功WW的能量。阳极不能直接发射正离子,正离子是由阳极区提供的,因此在电流很大时,阳极区温度很高,致使阳极材料蒸发,蒸发出来的金属蒸汽,产生热电离,生成正离子,供给弧柱区,而电子流则流向阳极。若正离子全部由热电离提供,则阳极区压降为零。如大电流钨极氩弧焊及大电流熔化极电弧焊,阳极压降UA都很小,甚至接近于零。在小电流时则靠碰撞电离,向弧柱区提供正离子。
2、焊接电弧中的能量平衡及电弧力:
电弧可以看作是一个把电能转化为热能的元件。当电弧的三个部分(弧柱区、阴极区、阳极区)的能量交换达到平衡时,电弧便处于稳定燃烧的状态。因而要研究电弧各区能量平衡的条件。
(1)弧柱区的能量平衡:
弧柱区的产热量,可以用IE来表示(I为电流,E为弧柱区电场强度),弧柱区的热损失,主要来自对流、传导和辐射,其能量平衡是通过改变电场强度E来维持的。
在一般焊接过程中,弧柱的热量不能直接作用于加热焊条、焊丝或母材。只有在等离子弧焊接和切割时,才主要利用弧柱区热量来加热工件。
在钨极氩弧焊时可用弧柱区热量填充焊丝。
(2)阴极区能量平衡:
单位时间内阴极获得的能量,在数值上等于阴极电流(电子和离子流)和阴极压降的乘积(IUK)。单位时间内阴极消耗的能量,在数值上等于I(UW+UT),IUW代表阴极发射电子时的逸出功,IUT代表阴极区带入弧柱区的能量(UT代表阴极区与弧柱区的温度差相对应的等效电压)我们用PK来表示单位时间内阴极区的产热量,则:
PK=IUK- I(UW+UT)
=I(UK- UW-UT) 1-1
阴极区产热量PK可用来加热焊条、焊丝或工件。
(3)阳极区能量平衡:
阳极区接受电子所获得的能量,共有三部分组成:一是阳极区压降,使电子加速而获得的动能IUA;二是电子从阴极带来的逸出功IUW;三是弧柱区带来的热量IUT。
我们用PA表示单位时间内阳极区的总能量,则:
PA=I(UA+UW+UT) 1-2
在焊接过程中,阳极产热量PA,可直接用来加热焊丝、焊条或工件。
(4)电弧的主要作用力
在焊接过程中,电弧不仅是一个热源,而且也是一个力源,焊接电弧的作用力,对熔池和焊缝的形成,及焊丝的熔滴过渡都有重要影响。 |
