|
关键字:点焊
现代车身结构中,大约要完成3000多个焊点。为了确保焊接质量,一般采用凿检的方式(辅以目视检查),但这种方式需要较多时间,且造成零件变形后必须重新整形,企业花费的成本较高。经过尝试,超声波技术对电阻点焊进行无损检测效率较高,几乎能够识别各种有缺陷的焊点。
车身点焊质量监控
目前,电阻点焊仍然是车身连接工艺中应用最广泛的一种方式,因此,各大汽车制造企业对电阻点焊质量的控制十分重视。一般来说,车身点焊质量监控可以分为三部分内容:预防、控制和检验。
预防指的是,在进行电阻点焊之前,采取相应的措施防止不合格焊点的生成。通常,主要措施是对焊接设备进行日常监测。比如,定期核对焊接参数,以确保设定值符合工艺要求;定期测量焊接的实际压力、实际电流及通电时间,确保输出值与设定值一致;定期测量次级回路的电阻值,尤其是次级无感电缆的电阻值(如果采用分体式变压器结构),以保证焊接系统的正常通电能力。由于焊点是通过焊接设备来完成的,只有对焊接设备状态进行适当的监测,才能预防不合格焊点的产生。
控制指的是,在进行电阻点焊的过程中,应用相应的技术进行在线监测,保证不合格焊点被及时发现。目前,主要方法是通过焊接控制器监测每次焊接的输出电流大小(可以是初级电流,也可以是次级电流),一旦低于设定范围就及时报警,避免不合格焊点的产生。另外,比较新的技术是监测焊接过程中的动态电阻值,从而判定焊点是否合格。这样,每次焊接完成后,我们就可以及时发现不合格的焊点,从而采取措施。
检验指的是,对已经完成的焊点进行破坏性和非破坏性检查,达到排除不合格焊点的目的。破坏性检查是对整个车身的焊点进行逐一检查,比较全面,可以发现所有不合格的焊点。但是,检查后的车身只能报废,且抽样频率较低,不利于问题的及时发现。非破坏性检查是对车身焊点进行的日常检查,传统的方法是目视检查和凿检,一般选取部分典型焊点,且有一定的局限性。超声波无损检测技术的应用可以弥补这种局限,而且随着该技术的推广和发展,还可以逐步替代现有的破坏性检查,从而进一步降低整车厂的成本。
超声波无损检测
1. 背景
现代车身结构中,大约要完成3 000多个焊点。为了确保焊接质量,一般采用凿检的方式(辅以目视检查),这样检查需要较多的时间,且造成零件变形后必须重新整形。另外,凿检还有一定的局限性,比如凿子无法达到的焊点、表面质量要求较高的焊点及部分高强度钢的焊点等。对于整个车身或部分分总成的破坏性检查,需要花费很多成本。
经过尝试,其他一些非破坏性检查的方式对于电阻点焊并不适用,比如红外线、X射线及涡流检测等。利用超声波技术对电阻点焊进行无损检测效率较高,几乎能够识别各种有缺陷的焊点。所以,超声波无损检测对于电阻点焊来说,是一种有效、可靠的技术。
2. 原理
点焊的超声波检测方法是从焊接结构的最后界面多重反射的检测和零件连接处反射的中间回波(如图1)。对于正确的焊点和有缺陷的焊点,从完整厚度反射的回波系列的长度、信号衰减以及中间回波的幅值和位置之间是有差别的,从而鉴别出有缺陷的焊点。超声波束的有效直径应该等于融核点的直径。
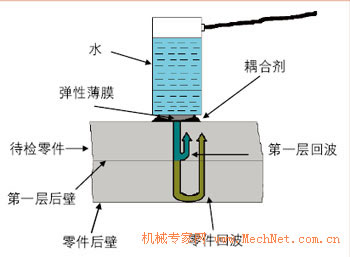
图1 超声波传递
3. 质量判定
通过超声波检测得到的回波图形与焊点的缺陷之间具有一定的关系(如图2)。

图2 缺陷与波形关系
4. 应用条件
超声波检测的应用有时也会受到焊点实际状态的影响(如图3),从而导致检测结果的准确率降低。
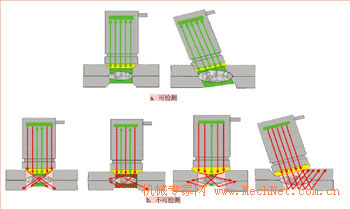
图3 超声波检测应用条件
5. 检测系统
作为一个比较完整的系统,应用超声波检测技术可以分为三个步骤:(1)采用数据库,建立测量计划;(2)利用专业软件,进行检测;(3)进行统计分析,并输出报告。
6. 检测设备
目前,用于整车厂的超声波检测设备主要有三种(如图4):笔记本电脑+便携测量设备;便携式一体机;台式机+测量设备。

图4 检测设备种类
作为一种先进的无损检测方法,超声波焊点质量检测受到越来越多的重视。传统的凿检和破检方法加上先进的超声波检查方法有机地结合在一起,构成了车身焊接质量的主要方法。上海汽车集团股份有限公司为了保证自主品牌的焊接质量,建立了包括超声波检测技术在内的较为完善的焊接质量控制体系,破坏性检查焊点合格率达到99%以上。
|
