|
1 Ar+He混合气体TIG焊可焊哪些金属?
Ar+He混合气体的电弧具有氩气和氦气的合成性能,有高稳定电弧与高热功率的配合、净化作用,且有利于减少气孔,具有较高的电弧温度,可使工件获得较多的热量,熔深大,焊接速度几乎为氩弧焊的两倍。Ar+He混合气体TIG焊适合焊接铝及铝合金、镁及镁合金、铜及铜合金、钛及钛合金等金属,以及金属基(一般为铝、镁、钛等)复合材料。
2 Ar+He混合气体电弧有哪些特点?
氩气密度比空气大,而比热容和热导率比空气小,这些特性使氩气具有良好的保护作用和稳弧作用。与氩气相比,氦气电离电位高,热导率大,在相同的焊接电流和电弧长度条件下,氦弧的电弧电压比氩弧高(即电弧的电场强度高),使电弧有较大的功率;并且氦气冷却效果好,使得电弧能量密度大,弧柱细而集中,得到的焊缝有较大的熔透率。
3 Ar+He混合气体比例对电弧特性有何影响?
随着气体配比的变化,电弧形状发生变化。氦气的体积分数对电弧形态的影响如图1-6所示。照片是焊接镁合金时,采用数码相机加焊接用滤光镜片所得,相机镜头与电弧的距离不变。由图1-6可以看出,随着氦气在混合气体中比例的增大,电弧逐渐收缩,特别是当为纯氦气时,电弧形态较纯氩气时有明显的改变,电弧收缩严重,弧柱细而集中。电弧颜色由白亮逐渐转变为橙黄,这主要是由于纯氦气的谱线位于橙色波长范围内,随着氦气比例的增大,电弧中氦原子电离、复合的数目逐渐增多,其谱线的相对强度也不断增大,宏观上电弧颜色逐渐由白亮向橙色变化。
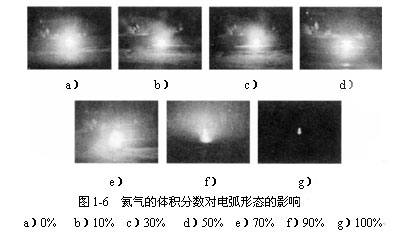
电弧稳定性随氦气比例的增大而降低,当氦气体积分数超过70%时,引弧困难,电弧不稳定,保护效果差;当氦气体积分数为90%时熔池飞溅严重;当氦气体积分数达到90%以上时,引弧极其困难,且焊接过程电弧极不稳定。
4 Ar+He混合气体比例对焊缝熔深有何影响?
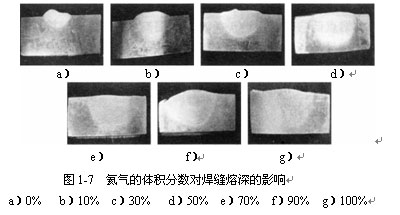
氦气的体积分数对焊缝熔深的影响如图1-7所示。该图为镁合金焊缝的熔深照片。由图1-7中可以看出,随着氦气在混合气体中比例的增大,熔深逐渐增大,形状由蘑菇状变成扁平状,但在氦气体积分数超过50%时,熔深变化较缓慢。这是因为氦弧的功率较氩弧的大,随氦气的增多,电弧能量密度增大,电弧收缩,熔透率增大,导致熔深变大。但由于受到工件厚度和焊接约束的作用,熔深达到6.5mm左右后不再明显变化。
5 Ar+He混合气体比例对焊接的可操作性有何影响?
随着氦气比例的增加,熔池飞溅逐渐严重,焊接烟气增加。当氦气的体积分数达到90%时,镁合金蒸发严重,焊接烟气很大,操作者有头晕、胸闷、恶心症状,基本上无法实现正常焊接。从焊接的实用性、经济性和环保性出发,Ar+He混合保护气中,可采用体积分数为30%~50%的氦气进行镁合金的焊接。
6 Ar+He混合气体TIG焊接镁合金的接头组织形态如何?
当采用体积比为1∶1的Ar+He混合气体对镁合金进行TIG焊时,在焊接过程中电弧稳定,阴极清理作用明显,氧化膜易于破碎,熔池搅拌充分,保护气氛良好。与母材相比,热影响区的晶粒较粗大。焊缝区组织为细小的等轴晶粒,具有明显的快速凝固组织特点,其晶粒明显比母材区和热影响区细小。这主要是与TIG焊接热循环过程和镁合金的物理特性有关。在焊接过程中,焊缝区的母材吸收大量的热而熔化,凝固时由于镁合金的热导率大,散热快,促进了焊缝区金属的快速凝固结晶,从而导致了焊缝区的晶粒细化。此外,熔池搅拌作用也促进了焊缝区等轴晶的生长。热影响区晶粒粗大,则是由于镁合金的熔点低(一般在500~600℃范围),导热快,焊接时造成的热影响区宽且易于过热,吸收的热量使热影响区的组织发生晶粒长大,从而导致了热影响区的组织晶粒粗大。 |
