|
关键字:焊接
序 言
作为先进制造技术中的一个重要的组成部分,未来焊接技术的发展将从"技艺"走向"科学",而焊接过程模拟技术的发展是其重要的标志[1]。自从Rosenthal的移动热源固体导热模型和建立焊接温度场的解析解以来[2],众多焊接工作者努力研究焊接过程的计算机模拟技术,如日本的上田幸雄首先利用有限元技术分析了焊接过程的应力和应变[3]。
目前在焊接领域的模拟对象方面主要包括温度、位移、应变、应力等。其中真正对整体结构性能产生影响的是应力和应变,这才是模拟的最终对象。但是应力和应变比较难以进行试验验证(现有的检测手段多为不耐高温或者是破坏性的),所以从是否适合结果验证这一角度来说,应该以位移场作为直接模拟量,在对模拟量的正确性进行验证后,导出应力应变结果进行分析。
1 本构方程的建立
本构关系的建立与材料的状态密切相关。焊接过程金属构件要经历两个阶段:加热和冷却,某一时刻构件上会有固相区、液相区和固液共存区,影响着计算时所采用的方程。固液共存区存在很大的粘性,符合粘弹塑性有限元,但由于焊接条件下冷却速度快,固液区存在时间短,可以忽略不计[4],因此主要考虑固相区和液相区。固态区的应力、应变服从热弹塑性理论,根据等向强化Von Mises屈服准则和Prandtl-Reuss流动增量理论推导的材料性质依赖于温度的热弹塑性增量应力应变关系式即增量本构方程,如式1所示。
d{σ}=[D]d{ε}-{C}dT (1)
式中: 
[D]:弹塑性矩阵,在弹性区 [D]=[De],
在塑性区 [D]=[D]ep=[De]-[D]p
其中 [De]:弹性矩阵
[D]ep-弹塑性矩阵
{α}-线膨胀系数向量
对于热弹塑性,其详细展开为:
其中 H:应变硬化指数
:等效应力
根据虚位移原理,建立有限元方程的增量表达式如式3所示。
[K]e△{δ}=△{R}e (3)
式中:[K]e:单元刚度阵
[K]e=∫∫eT[D][B]dxdy
{δ}:本次加载(或温度增量)所引起的位移增量
{R}e:单元等效节点力向量
△{R}e=∫∫e[B]T{C}△Tdxdy
以上是在一定的理论假设前提下得到的,假设如下:塑性区内的行为服从流动法则,显示出应变硬化;弹性应变、塑性应变与温度应变是可分的;材料的力学性能随温度而变;不考虑粘性和蠕变影响;材料各向同性。
[b]2 位移场分析模型的建立
2.1几何模型的建立
位移场的几何模型和温度场的保持一致,在完成该步的温度场计算后,通过单元变换将单元由温度场单元转换为结构场单元,单元的划分与温度场的保持一致,如图1所示。
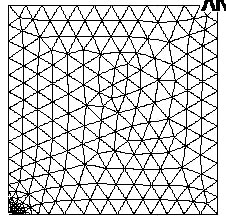
图1 有限元计算单元的划分
2.2 熔池的处理
当熔池区的金属在电弧热作用下熔化时,熔池区将进入零力学性能状态,即所有的应力应变将消失;当熔池由液体转变成固体时,进入无应变历史的初始态。此外,液态熔池金属对周围固体施加的力很小,对熔池周围区域的应力应变分布几乎没有任何影响。因此,为了正确模拟高温区的应力应变分布,必须考虑熔池的出现和消失,否则将因熔池区的伪变形导致位移场模拟无效。对此,采用了 "单元死活"方法。其原理如下:对每一子步的温度场数值结果进行选择:超过熔点的单元将令其死掉,低于熔点的单元被"激活"。
2.3 非线性的处理
焊接过程中存在着很大的非线性。表现在以下几个方面:
① 几何非线性:焊接属于大应变问题。大应变是指所产生的应变大到足够引起单元形状的变化以至于引起刚度变化,
② 材料非线性:指应力和应变之间的非线性关系,例如塑性是存在非线性的应力-应变关系;而粘塑性,蠕变则是应变与其他因素(时间、温度)存在某种关系。为全面考虑分析中的塑性材料性能,必须考虑屈服准则、流动准则和硬化定律的统一。
针对以上问题,采用以下方法:
① 采用Full Newton-Raphson方法,每进行一次平衡迭代,就修正一次刚度矩阵,
② 应用Ansys提供的双线性等向强化模型模拟材料非线性。该类型适用于各向同性材料,Von Mises屈服准则和Prandtl-Reuss流动方程一同应用(但不考虑Bauschinger效应)。
2.4 分析流程
本文利用ANSYS软件进行有限元计算。ANSYS针对不同物理场的分析提供了两种耦合方式:直接耦合和间接耦合。严格来说温度场分析和位移场分析是直接耦合的,但由于试验证明这种耦合作用是非常小的,所以忽略不计。在计算时采用了建立在子步级别上的间接耦合方式。即:将时间划分成足够小区间(子步),每一区间内先进行瞬态热分析,求解结束后将热流梯度最大时刻的结果存入单元表中;然后进行单元转换,以相同的几何模型、单元划分进行结构分析,导入单元表结果数据作为结构分析的边界条件,作静态自由变形的结构分析。以此流程先进行5秒的焊接加热过程模拟,之后进行约60秒的冷却过程模拟。加热阶段的命令流程如图2所示。
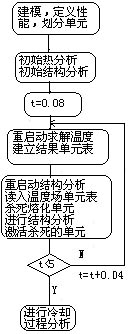
图2 计算分析流程图
3 氩弧定点焊位移场计算结果的验证
本文的实验使用的材料是LY2铝合金,试件尺寸120×120×2mm,焊接方法是TIG定点焊,焊接电流80A,焊接电压12.8V。焊接位移场测量方法是激光电子散斑干涉法。实验夹具如图3所示。
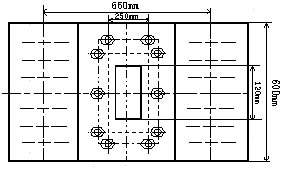
图3 实验夹具示意图
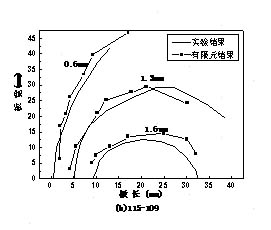
图4 TIG定点焊激光散斑法试验结果与有限元计算结果的对照
图4是TIG定点焊位移场的计算结果与利用激光电子散斑干涉法得到实际测量结果的比较(图示为全位移场的1/4)。从图中可以看出实验结果与计算结果存在着一定的误差,这可能是由下原因引起:
1. 材料的高温热物理和力学性能数据是采
用外推法获取的与实际的数据不符合而带来的计算误差;
2. 数值模拟中热源是严格施加于板中心的,而在实际实验中由于无法精确定位,且无法保证电弧与工件严格垂直。所以,影响了位移场的计算结果。
4 结论
本文利用激光电子散斑干涉测量技术的实际测量的焊接动态位移场与有限元计算结果进行了比较,结果证明计算结果与实测结果吻合良好。这说明本文利用弹塑性性理论所建立的焊接过程动态位移场的模型是正确的。
|
