|
关键字:焊接
【论文摘要】通过对轮式装载机驱动桥壳几种焊接结构和工节特点对比分析,介绍了驱动桥受力状况应力分布和计算,探讨了零部件的合理设计,从而确定驱动桥壳的最优设计方案。
驱动桥是轮式装载机传动系统的重要部件之一,而桥壳又是组成驱桥最关键的零件。
1 早期的驱动桥壳结构
早期的装载机驱运输动桥结构如图1所示。桥壳5和支承轴2通过螺栓连接,同时桥壳法兰还为连接板,安装行车制动器。桥壳和支承轴因较大的法兰盘而使其重量大、加工量大、因而加工成本高。桥壳铸件在法兰与圆截面的交接处,因为壁厚不均匀,使得金属液冷却固化速度不一致,两端大法尘阻碍壳体的自由收缩,帮在圆角过度处易形成铸造缺陷,从而极大地影响桥壳的强度。使用过程中,有从该处断裂的实例。受结构及使用限制,铸造缺陷无法从根本上解决,造成质量不稳定。因此,根据零件的合理设计原则,对具有横截面尺寸突变或形状复杂的构件,应设法改用简单的组合或焊接。

1.轮边减不速器2.支承轴3.制动器4.制动器连板
5.桥壳6.主传动总成
2 焊接方案及工艺特点
用焊接的方式把桥壳,支承轴,制动器连接板2a、b同一类第一、第二方案;图2c为第二类,以制动器连接板为孔,桥壳、支承轴为轴的焊接形式;图2d为第三类,以桥壳为轴,支承轴为孔的焊接形式。
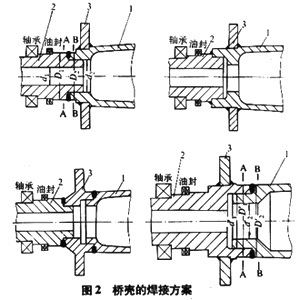
1.桥壳 2.支承轴 3.制动器连接板
(a)第一方案 (b)第二方案 (c)第三方案 (d)第四方案
第一方案、第二方案均以桥壳为孔,支承轴为轴,配合定位后用角焊缝或U形焊缝焊接,制动器连接板以角焊缝焊于桥壳上。该方案简化了我厂早期驱动桥壳复杂笨重的结构,使铸锻件结构简单,易浇铸,易加工,成本低。轴、孔之间用紧配合定位,改善了单纯由焊缝承受力矩的受力状况。这两种方案的区别在于轴,孔之间焊缝的焊接形成。前者为角焊缝焊接形式,加工工艺简单;后者为U形坡口焊缝形式,其坡口焊接有足够的叠合面,焊接牢固,且熔深大,熔敷效率高。焊接处面积较小,可避免热量过多流失,保证焊接质量。其焊缝的承载能力较角焊缝增大冼多。从焊接工艺分析,第一方案较第二方案更合理。故其余方案中轴、孔之间焊接均采用U形坡口。
第三方案(图2c)是桥壳、支承轴均为轴,分别与制动器连接板用U形坡口。轴、孔之间用紧配合。该方案轴、孔之间紧配合。用热装配的方法装配时,制动器连接板的体积小,易加热,便于装配。但与此同时驱动桥桥壳的精度取决于三个零件,必然使累积误差增大。要获得同样的精度,势必要提高零件的加工精度。承载焊缝两条,连接三个零件,加工复杂,成本高,受力状况不好,承载能力减弱。对制动器连接板与桥之间的焊缝不利。
第四方案(图2d)以支承轴为孔,桥壳为轴,U形焊缝连接,制动盘以角焊缝焊于支承轴上。该方案具有第一方案的优点,又无第三方案结构和工艺上的弊病,是一咱较为理想的方案。
由此可见,第一、第四种为优选方案。
3 驱动桥受力状况与应力分布
驱动桥受力状况简图及弯矩图见图3。
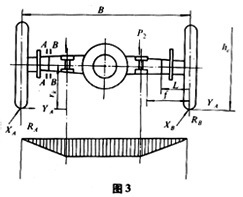
由受力简图呆以看出,从轮胎中心到安装座与车架连接处,其合成应力是逐步增大的。
所以,根据其受力特点,也要求桥壳截面的模数随之增大。
第一方案(图2a)中,焊缝左右侧均为圆环截面,设左侧为A―A截面,右侧面为B―B截面。
截面模数W=(π(D4-d4))/32D,因直径D1=D2,d1WB,合成应力δ=M/W,焊缝左右侧WA≈WB,故δA<δB。
从图3弯矩图也可以扑看出其合成应力δA<δB。
由此可看出,截面模数随着合成应力的逐步增大而变小,其截面面积的变化与桥壳受力变化及合成应力并不相符。强度负荷的薄弱环节之一,即危险截面是桥壳B截面。根据ZL50C装载机具体数据,按装载机以最大水增力铲掘,翻斗受阻后,后轮离开地面工况较恶劣,经计算驱动桥桥壳危险截面B截面的合成应力为:δA=182N/mm2。
第四方案(图2d)中,焊缝左侧为圆环截面,设左侧面为A―A截面,直径D1,d1,截面模数W=(π(D4-d4))/32D。
焊缝右侧为圆环截面逐步过渡成椭圆形截面,椭圆形环截面呈放射形逐步增大,设右侧面为B―B截面,以圆环截央与左侧比较,因直径D1=D2,d1WB,合成应力δ=M/W,焊缝左右侧WA≈WB,故δA<δB。
从图3弯矩图也可以看出其合成应力δA<δB。
由此可以看出,其截面积的变化与桥壳受力变化及合成应力的逐步增大,其截面积的变化与桥壳受力变化及合成应力特点相符。强度负荷的薄弱环节为,由桥壳受力变化及合成应力特点相符。强度负荷的薄弱环节为,由桥壳移到锻件支承轴截面A―A上,用上面同样工况和同样数据计算得支承A―A截面有合成应力为δA=169.62N/mm2。
与第一方案比较,同样是危险截面而其合成应力却较小,故安全系数大。
综上所述,两种方案比较,第四种方案的结构设计符合桥轴的受力特点,其截面面积随着合成应力的逐步提高而加大,且焊缝左右侧直径较第一方案的直径要大,强度会相应介高,安全系数较高,故第四方案为优选方案。
|
