|
一、概述
激光熔敷( 焊) 技术的特点是:可以实现热输入的准确控制,焊接速度高,冷却速度快,热畸变小,厚度、成分和稀释率可控性好,可以获得组织致密、性能优越的堆敷熔焊层,可以节省高性能的材料。另外,可以实现在普通材料上覆盖高性能( 耐磨、耐高温、耐蚀等) 堆焊层,而且激光加工为无接触加工,无加工惯性,且焊接参数一经确定,焊接质量易于保证,焊接可靠性高,故易于实现自动化,符合现代生产的发展趋势.在经济上和敷层质量上也优于传统的堆焊和热喷涂工艺。
激光熔敷( 焊) 技术能用于高温合金、钛合金、镁合金和合金钢零件的表面局部强化,修复零件磨损表面,消除零件的铸造缺陷,愈合零件服役产生的早期热裂纹。目前世界发达国家都将激光加工技术广泛应用于航空发动机的制造和修复过程。在中国,自1990 年起激光熔敷技术就开始应用于航空发动机生产,当时主要解决某航空发动机涡轮转子叶片叶尖磨短接长问题,经过十多年的发展,激光熔敷技术已经用在各种航空发动机叶片与部件的强化与修复上。
二、镍基高温合金的激光熔敷( 焊)
镍基高温合金是航空发动机上广泛使用的一类材料,随着Al 、Ti 含量增加,二次强化相Ni3( Al ,Ti) 体积百分数增加,合金的高温强度增加。现代高性能的航空发动机涡轮叶片、导向器等热端部件都是由高Al + Ti镍基高温合金制成的,如Rene125 、DZ22 、DZ125 、ЖС6 У、K24 及K418 。这些高温合金部件制造时选用了优良的耐高温合金材料和先进的铸造成型工艺,生产成本高、造价昂贵。然而,这些部件服役时受高温、高压和腐蚀性燃气作用,常常出现各种早期损伤,严重影响发动机的安全和性能。为此将那些因早期损伤而报废的部件翻新再用是极具吸引力的事情。然而,高Al + Ti 镍基高温合金由于含有大量的Ni 3 ( Al ,Ti) 相,热裂纹敏感性很高,在焊接和焊后过程中容易产生凝固裂纹、晶界液化裂纹和应变时效裂纹,这就给熔焊带来了极大的困难。
十余年来中国科学院金属研究所激光表面改性实验室在国家重点军工项目支持下,在高温合金的激光熔敷方面进行了比较多的基础实验研究与工程应用。试验表明,高Al + Ti 镍基超合金的激光熔焊与熔敷,是工艺性很强的修复系统工程,涉及到激光辐照前后的热处理与表面处理,激光束能的控制辐照与辐射方式,表面预涂材料与填补材料,防氧化保护与基材温度控制以及修复质量的检测性能评价等。一些不可焊的部件,通过局部焊接改变工艺而得到修复。激光熔焊与熔敷技术的多项国家发明专利,为我国新型航空发动机和国外进口航空发动机研制、生产与修复方面解决了许多重大关键问题。本文作为抛砖引玉之目的,列出如下主要的激光熔敷应用工作:
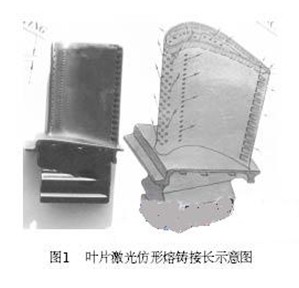
1. 叶片叶尖的激光仿形熔铸接长修复
航空发动机高压涡轮I 级叶片,在高温高速工作条件下,热膨胀伸长和湍流震动以及外封严环上的燃灰沉积等原因均会引起叶片与封严环的接触磨损,从而导致叶片叶尖磨短。据计算,叶片叶尖每磨短0. 1 mm,燃气温度升高10 ℃。某新型高推比发动机验证机的叶片叶尖被磨短0. 7 ~1. 2 mm 左右,温升达100 ℃ 左右,由此引起叶片及其热端部件热损伤,发动机的动力性能下降,更换新叶片不仅价格昂贵而且很难及时获得。采用激光仿形熔铸技术可以将磨短叶尖接长。图1 为叶片激光仿形熔铸接长示意图。
采用激光仿形熔铸技术成功地解决了许多技术难题。例如,将磨短的高压一级叶片接长2 ~3mm,及时确保了国家重大工程顺利试车达标; 使T700 黑鹰战机一级转子叶片叶尖烧蚀区变形得到修复; 将海军在役的WPX 一级到二级和WPX 二级涡轮叶片端部接长0. 6mm,现已飞行200h 以上。到目前,已实现批量接长修复。
2. 叶片冠部阻尼面的激光敷层强化与修复
航空发动机带冠转子叶片联锁面在高温燃气和高速转动运行的工况下,会发生严重的高温腐蚀和微振磨损使本来装配紧密的叶片发生严重的松动,由此引起燃气油漏和叶片的摆动,使叶片根部遭受到很大的扭弯应力至断裂,为此叶片联锁面必须施加防蚀抗磨涂层来强化。采用激光熔敷稀土改性的钴基合金粉末可以实现阻尼面强化和恢复磨损的阻尼面构形。图2 为低压涡轮叶片阻尼面激光熔敷钴基涂层的典型形貌及显微硬度分布。
采用此技术为8000 只国产新型航空发动机的叶冠阻尼面做了硬面敷层处理。此外,WSXX、WPXXB、WPXXF、WPXX 与WPX 等多种型号发动机带冠叶片的阻尼面叶也都利用此技术进行了表面强化处理,获得了十分满意的效果; 海军用WPX 系列发动机一级涡轮叶片平形冠阻尼面的磨蚀减尺超差,均通过应用此技术获得成功的修复。
3. 叶片三维空间缺陷的激光显微积分重建
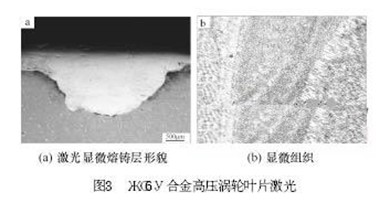
涡轮叶片和导向叶片上的热裂纹、铸造缺陷等处于不规则的立体空间,与叶尖激光仿形熔铸接长和阻尼面激光敷层强化这种二维平面加工相比,对于激光加工工艺的要求更高。激光显微积分焊是利用激光粉末多层熔敷的原理,采用小功率的Nd:YAG 激光束按优化路径多次辐照使粉末体熔化凝固,道与道、层与层之间冶金累积,直至填满整个三维空间区。一个大的具有三维边界的熔铸空间是由许多微小的熔敷点构成的,如一个积分过程。与二维平面的激光熔敷不同,三维空间的激光显微积分焊是在约束情况下进行的,可以看作是激光熔敷和激光焊接的复合过程。该工艺的主要特点是:输入基材热量少,能够获得内应力最小、空间冶金结合界面、缺陷最少的熔铸重建层。当基材为热裂纹敏感性很高的高Al + Ti 镍基高温合金材料时,激光显微积分焊可有效地减少和避免裂纹的产生。图3 为ЖС6У合金高压涡轮叶片三维空间激光显微熔铸镍基合金组织形貌。

采用激光显微积分焊技术成功地修复了某进口航空发动机高压涡轮叶片叶尖裂纹,修复的叶片通过了发动机地面台架长期试车考核,目前已进入批量修复阶段。另外,整体导向器铸造缺陷是一个非常棘手的问题,采用此技术成功地修复了某新型直升发动机K6C 合金整体导向器精铸件十余个。
三、钛合金件激光熔敷焊
高性能航空发动机的钛合金件的使用越来越多,但是钛合金由于其耐磨性和抗机械疲劳性较差,而易产生磨损与疲劳裂纹。某飞机的BT20 合金防冰壳体内壁与其配合件之间发生微振磨损,导致其配合密封面发生台阶式磨损沟槽而失效,如图4a 所示。采用钛合金高纯净激光熔敷焊一整套工艺方法,可使壁厚仅有2.0mm的壳体得到无变形修复,其补焊区为冶金结合,组织均匀致密,如图4b 所示。
钛合金高纯净激光熔敷焊技术已经成功应用于航空发动机部件的再制造上,目前已修复某进口发动机中介机匣数个,防冰壳体和杯形件数百个。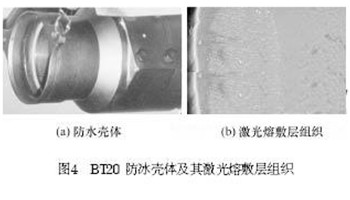
四、镁合金件激光熔敷
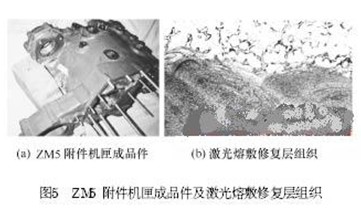
众所周知,镁合金的焊接关键问题是易氧化、气化、热裂纹和变形大( 膨胀系数大) 等,采用氩弧焊等工艺可以对镁合金毛坯料进行焊补,但对于已加工到位的成品件与返修件的焊补修复是很困难的,往往不可实现。研究采用脉冲激光预置和电火花快速焊补方法可以实现工件无变形修复。航空发动机镁合金件在服役中的主要损伤失效是电化学腐蚀,如WPX 前支撑壳体,材料是ZM2 镁合金,在所有与紧固螺栓垫片接触区域均发生了电偶腐蚀坑。镁合金在铸造生产时常发生的缺陷是疏松、夹杂与热裂纹。我国研制的昆仑号发动机ZM5镁合金附件机匣成品件存在铸造疏松引起打压漏油。采用激光熔敷法修复后组织致密,无任何显微缺陷,与基体冶金结合良好,如图5 所示。
五、结语
随着激光熔敷( 焊) 技术的进一步发展,以及航空制造业对其认知度的不断提高,激光熔敷焊技术必将在航空发动机制造和再制造中得到更广泛的应用。
|
