|
����ժҪ�������ҹ�����ܵ�����ķ�չ���̣��ܽ���ȫ��ά���͡�����͡������������ֹ����������������屣����ҩо��˿�Ա������ְ��Զ���������ȫ�Զ��������屣������ȫ�Զ�ҩо��˿�������Ĺ����ص㼰���ҹ�����ܵ������е�Ӧ��״����ָ����ȫ�Զ��������屣������ȫ�Զ�ҩо��˿�������ҹ�����ܵ��������ķ�չ����
��������ʯ����Ȼ����ʯ�ͻ�����ҵ�ķ�չ�����������乤��Ϊ��־���ҹ��ij���ܵ�����߷����Ѿ����������������ܵ�Խ��Խ���ھ�����ѹ�����ͷ���չ������ܵ���������20����60��������ҹ�������������ʮ��ķ�չ��Ŀǰ�Ѿ��г�����ֹ��������������ռ����Զ����屣����������ȫ�Զ����屣�����������������Ľ����Ϊ����ܵ����Ӽ����ķ�չ���ƣ�������ȫ������ܵ������д����ƹ㡣 1 �ֹ���������Ӧ���뷢չ
�����ֹ��������봫ͳ�����Ϻ���Ⱦ��к��������á��绡����ǿ��ͦ�ȴ��ʱ���Ե��溸˫����Ρ������ۻ��ٶȿ졢�۷��ʸߵ��ŵ㣬���㷺Ӧ���ڹܵ����̽����С���������ѹ���IJ�����ߺ������ܵ��ֹ�ǿ�ȵIJ������ӣ��ֹ�������������ȫ��ά��������-���������-���������ķ�չ���̡�
����1��1ȫ��ά����������
����ȫ��ά�������Ժ�������ҪҪ���ǣ�
������1�����ж��������ԣ�
������2��������������������ʱ����ֵҪ�㹻��
������3���ʵ���߾������������Ϲյ㣬�ԴﵽС�۵ι��ɡ�
����Ŀǰ����һЩ�����Եij���ܵ����蹤�̼�һЩˮ���ش����Զ������Զ����ӻ��ߺ��豸�����ƣ�������ĵ����ij���ܵ����蹤�̶���ô˹��գ���������-���ݿ��ų�Ʒ�ܵ����̡�
����ȫ��ά���������ղ�������1���ù��յĹؼ����ڴ��ʱҪ���溸˫����Σ�����λ��ʱ��ֹ�۵������������³��ֱ��氼�ݼ���ˮճ���������ҹ����ڵ���������ά���͡�

������1ȫ��ά���������ղ���
����1��2�����������
���������������ָ�ڳ���ܵ����ֳ��麸ʱ��������ά���ͺ���������Ⱥ��������ͺ�����亸�����溸���ֹ�����������Ҫ���ں��Ӹֹܲ��ʼ���ϸߵĹܵ���
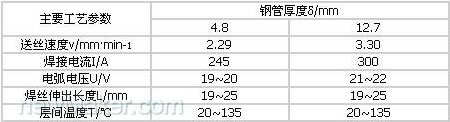
����1996�꣬�ҹ�������¾������ܵ��β����˻����������������·���̸ֹܲ���ΪAP15LX60�����ܾ�660mm���ں�7.1~14.3mm��������;�����������ӣ�Ҫ�ӽ�ͷ���нϺõĵ��³�����ԣ�ͨ����ȫ��ά�ͺ��ӹ������Դﵽ����Ҫ�������ͺ����Ŀ������Ժͳ�����Խ���ά���ͺ���Ҫ�ã������ۻ��ٶȽ�����Ϊ�˱�֤�ܵ�����ѧ���ܷ���Ҫ��ͬʱ��������ߺ����ٶȣ�ѡ�û�����������Ǻ����ġ�
����1��3������������
����������������ָ������Ⱥ���������������亸�����溸�������Ϻ������ĺ��ӹ��ա�����ҪӦ���ں��ӱں�ϴ�Ĺܵ���
����20����90���δ�ڣ���ں�ܲĹ㷺Ӧ���ڹ������͡�����ˮ�繤ҵ����ܵ��У�ˮ�繤ҵ��ѹ���ܵ���һ��ܾ���1m���ϣ��ں��10~60mm�����ҹ�����������������ܵ��ں��10~24mm���봫ͳ�����Ϻ���ȣ���������������ͣ������dz�������ϱ������Ÿֹܱں�����Ӻ�������ҲѸ�����ӣ�����ʱ����Ͷ�ǿ����֮�Ӵ������������Է����亸���ٶȿ졢Ч�ʸߵ��ص㡣�ֹ��绡��ʱ��ͬ�ں�ֹܵĺ��Ӳ�μ���������2����������Ⱥ�����������亸����溸�������Ϻ��ĸ�������������ɷ������ֺ��ӷ��������ƣ��ﵽ���ʸ�Ч��Ч���������屣�����Զ�������δӦ���ڹܵ�����֮ǰ����ں�ܵ�����ø���������������ij��ҵ����ˮ�ܵ��������øֹܹ��Ϊ��400mm��14mm,����ΪQ235-A�����ӹ����д�����Ⱥ�����ά�غ���J425G����亸���溸������ͨJ422��E4303��������ʹ���캸�������ɵ�һ���������7~8�����Ϊ4~5�㣬����ʱ�������30min��������������Ч�ʡ�

������2 �ֹ�����ͬ�ں�ֹܺ��Ӳ�μ�������
����2 ���Զ���������Ӧ���뷢չ
�����ҹ��İ��Զ������Ӽ����ڳ���ܵ������е�Ӧ����20����90�������������չ�����ġ����ڰ��Զ�����������Ч�ʸߡ����������á������Ժá��������յ��ŵ㣬�������й��ܵ�������������Ѹ�ٵط�չ���������Զ���������Ҫ��Ϊ���ֲ���������ҩо��˿�Ա������Զ����ͻ������屣�����Զ�����
����2��1ҩо��˿�Ա������Զ�������
����ҩо��˿�����ڸ���λ�õĺ��ӣ��������������Զ����������������ղ�������3����X70�ֹܺ���Ϊ����
�����ù��յ���Ҫ�ŵ���
������1�� ������ ����ȱ��ͨ�������ں��ӽ�ͷ����ͬ�ȹܾ��ĸֹ��ֹ�����ͷ���Ȱ��Զ�����ͷ���࣬���ð��Զ���������ȱ�ݵIJ������ʡ�ͨ��Ӧ�õ�NR204��NR207��˿���������������ͳ���ֹ����������ά���ͺ������ɴ˿�֪�����Զ����ɽ��ͺ����е��⺬����ͬʱ�����Զ���������ߣ��ɽ��ͺ�����ȴ�ٶȣ�����������ݳ������ٺͷ�ֹ���������ơ�
������3 ҩо��˿�Ա������Զ����ο����ղ���
����2�� Ч�ʸ� ҩо��˿�Ѷ����ĺ��ӹ��̱�Ϊ������������ʽ�����Զ����۷������ֹ��������٣��ۻ��ٶȱ���ά���ֹ��������15%~20%�����������������ף������˲������ʱ�䡣
������3�� �ۺϳɱ��� ���Զ������豸����ͨ���ԣ������ڰ��Զ�����Ҳ�������ֻ������������ӷ����ĺ��ӡ��Ժ��Ӻ��Ϊ8.7mm�ֹ�Ϊ�����ֹ���������3�麸����ɣ����Զ���ֻ��2�麸�������ٿɼ���2��������Ҳ��Ӧ�����˺�������������װ������ͬʱ��ҩо��˿��Ч�����ʸߣ������¿�С���Ƚ�ʡ������ʹ������������˺����ٶȣ��ۺϳɱ������ֻ���һ�롣
����2��2 CO2�������屣�����Զ�������
����CO2���屣������һ�ց��ۡ���Ч�ĺ��ӷ�������ͳ�Ķ�·����CO2�����ܴӸ����Ͻ�����ӷɽ�������������ε�ì�ܡ����ò��ο��Ƽ�����STT��CO2���Զ���������֤�˺��ӹ����ȶ�������������ۣ����쳤�仯Ӱ��С�����������˷ɽ��������˺����Ͷ�ǿ�ȡ�
��������STT��CO2���Զ���ʱ���������ڶ�·���ɷ�ʽ����Դ��һ�����������ڣ����ݲ�ͬ�绡ѹֵ�������ͬ�ĺ��ӵ�����
����STT��CO2���Զ�����������������ؿ���CO2���Զ����ڳ���ܵ�ʩ���е�Ӧ�������й�ʯ����Ȼ���ܵ��������յ�Mugladʯ�Ϳ�����Ŀ�״�ʹ����STT��CO2���Զ����������йܵ�����ӣ���ԭʯ�Ϳ�̽�ֽ������Ź�˾����ʩ�����¾����߸��߾�-ʯ���߹���ʹ����STT��CO2���Զ������������ӹ��ռ���5��
����STT��CO2���Զ�����ҩо��˿�Ա������Զ�����Ŀǰ���ڳ��õİ��Զ���������չʾ���ڹܵ������������õ�Ӧ��ǰ����
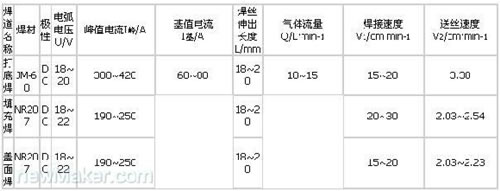
������4 STT��CO2���Զ������ӹ��ղ���
����3 ȫ�Զ����屣��������
�����ܵ�ȫ�Զ����屣��������ʹ�ÿ��ۻ��ĺ�˿�뱻������֮��ĵ绡Ϊ��Դ���ۻ���˿�ֹܣ��ں���ʱ�����������ͱ��������Ը���������к����ã�ͨ��������˿��ɺ��ӡ������ۻ������屣����ʱ�������ı����������������ڹ۲죬����Ч�ʸߣ����ӹ�����Լ����ڿ��ƣ�����ʵ��ȫλ�ú��ӡ�
����֣��-����ú���ܵ����̣����Σ��ֹܲ���Ϊ16Mn��ֱ��426mm����˿ΪH08Mn2SiA,��˿ֱ��1.0mm�����øù��պ��ӣ������������á����ղ�������5��
������5 ȫ�Զ��������屣��������
�����ù��տ�ʵ��ȫλ�ö��ͷͬʱ����������ɴӹ��ڲ����ӣ�Ҳ���Թ��ⲿ���ӡ����ӹ��ղ����ĵ���һ���ڿ���̨���������ϣ���Ҫ���ղ����У����ӵ������绡��������˿�ٶȡ�ÿ����ͷ�ƶ��ٶȡ��ڶ�Ƶ�ʡ��ڶ����ȼ��ڶ��ӳ�ʱ�䡣Ӧ��ע����ǣ���ÿ���������Ӳ�����ͬ����������ĺ��Ӳ���Ӧ���ݹܲĹ���ֳ�������ͨ����������ϸ��Ӧ����������
�����ܵ�ȫ�Զ����屣�����������亸�������ߣ������ٶȿ���ŵ㣬�ڹ����Ѿ��ռ������ڹ��������ƹ�Ρ��ҹ��������Ƶ�ȫ�Զ����屣�����豸����֣��-����ú���ܵ������еõ�Ӧ�á�ȫ�Զ����屣���������ҹ�����ܵ���������չ�ķ���
����4 �������Թ�װ���豸��������Ҫ��
�����������ķ�չ����������ں������Կ�������˿��������������װ���ļ�������̶Ⱥͺ��Ĺ������ܵ��ȶ��ԡ�����ܵ����̸�����������Ӧ����Ҫ�������������ء�
����4.1 ���̻�������
������һЩ�������ӵĵ������������Ƚ��ĺ��Ӽ�����Ӧ�á�����һЩˮ���ش��������ʪ�ȴԺ��ĵĺ�ɡ����ܡ�ʹ��Ҫ���ϸ��ֳ����Ӷ������ά�غ����ֻ�����ԭ������ά�����ȵ����ͺ�����ͬ�����������ײ����ăA��С����һ���棬ˮ���ش�ʩ���ֳ����Զ������Զ������豸�����ѶȽϴ��ֹ������ں�ǯС����������㣬�����㺸����ѧ���ܵ�ǰ���£��ɸ����ֳ�����ѡ����еĺ��ӷ�����
����4��2��װ�豸�ļ���״��
�����Ƚ����Զ������Զ������豸��������ߺ���Ч�ʣ����ܸ���װ����Ͷ������ʽ𣬵��ڳ���ܵ�����߷���ʱ�������г��ر����ǿɹ۵ġ�ֻ��ӵ�м���������ӵ���г���
�����ܽ���ҹ�����ܵ������У��ֹ����������㷺Ӧ�ã��ֹ�����ס����Զ����������湤����Ŀǰ��Ϊ����������ա��������壨CO2����������ס�ҩо��˿�Ա�������������İ��Զ�������Ŀǰ�������������乤�̵Ľ������ȫ���õ�Ѹ�ٳ��ƹ㣬ȫ�Զ��������ҹ�����ܵ��������ķ�չ���� |
