|
【摘要】本文详细讨论了锅炉膜式水冷壁管屏采用平、仰角同时进行MAG焊接的工艺及规范,并进行了工艺试验,试验结果表明采用该规范焊制的膜式水冷壁产品,成形美观,导热性能符合相关标准要求,对实际生产有一定指导意义。
膜式水冷壁(以下简称膜式壁)管屏是锅炉主要受压部件,制造工作量大,周期长,生产工艺复杂,是锅炉制造的薄弱环节之一。目前国内外主要采用埋弧焊和熔化极气体保护焊(GMAW)两种焊接方法焊制锅炉膜式壁管屏。其中埋弧焊工艺焊速较高,但对焊剂处理和保存要求较高,包括焊剂烘干、输送、挥手和去渣等;另外,由于采用单面焊接,焊后产品变形大;生产工序复杂,还需翻身进行反面焊接。
而GMAW工艺能双面同时焊接,工件受热均匀,管屏变形小;由于省去翻身焊接和减少了产品焊后变形校正工作量,生产效率高,逐渐被生产企业所重视和接受。但GMAW焊焊缝成形与很多因素有关,如何保证焊缝连续成形且性能达到要求的问题仍困扰着许多生产企业。因此,水文拟结合生产实际,详细讨论并提供采用熔化极气体保护焊方法焊制膜式壁管屏应掌握的正确焊接工艺参数及焊接规范。
一、脉冲MAG焊接方法
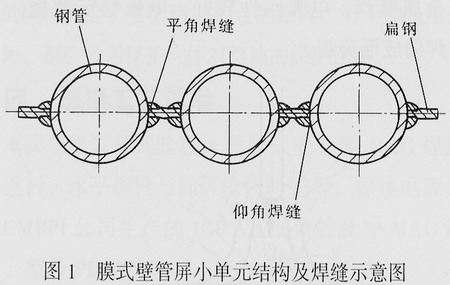
膜式壁管屏通常由钢管加扁钢焊制而成,生产时一般先焊接小单元,然后将小单元用钢管和扁钢连接起来,通过拼排,焊制成较宽管屏。膜式壁管屏小单元结构及焊缝如图1所示。
1.MAG焊接方法
焊接时应采用直流反接法,即工件接负极,焊枪接正极,此时电弧稳定,飞溅小。焊制膜式壁管屏的管子和扁钢一般为低碳钢,因此宜采用富氩加CO2,两元混合气体作为熔池保护气体即富氩MAG焊方法,氩气比例在85%左右。这样既可避免纯氩MIG焊由阴极斑点漂移引起的电弧小稳定,以及润湿性差、熔深浅、焊缝中间突起、成形差的缺点,又可克服纯CO2焊飞溅大、易出气孔的缺点。
2.平、仰焊接特点
平角焊缝的MAG焊规范参数调节范围较宽,焊缝成形符合技术要求的难度较小,容易达标,而MAG焊的仰角焊技术难度较大:首先足不易成形,当规范不适合时,液态熔池会下溢,则焊缝断续或焊缝不成形;其次,即使焊缝成形了,但外形尺寸小符合要求,或咬边或焊脚不对称,成形较差。掌握仰角焊接技术是实现MAG焊进行上下双面同时施焊的关键。
3.仰角焊的熔滴过渡形式和对焊接电源的要求
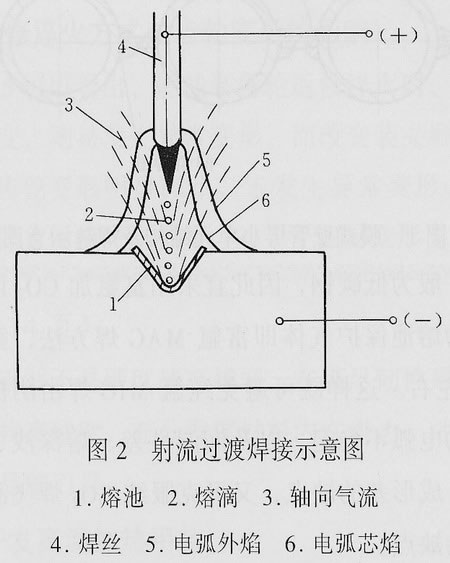
在低碳钢、低合金钢的富氩混合气体双面MAG焊时,熔滴过渡形式采用射流过渡形式,所谓熔滴的射流过渡形式是在熔滴非射流过渡的基础上,继续增大电流至临界值,弧柱中的电流密度增高的结果,使等离子体自身收缩作用得到加强。电弧等离子流的外界气流由电弧上方高速进入电弧区,其高速的气流,对焊丝末端熔化金属(熔滴)造成压力,在电磁收缩力和气流压力的联合作用下,驱使熔滴以极高的速度脱离丝极而形成射流,脱离的熔滴在等离子气体中必然形成涡流,即熔滴上方所受压力大于下方,熔滴以50倍的重力加速度射向熔池。
在高速气流中,焊丝末端形成尖锥状,熔滴呈细微颗粒,沿着丝极轴线方向形成一束射流进入熔池,这时,电弧不稳定性的现象消失,取而代之的是电弧稳定燃烧,如图2所示。熔滴出现射流过渡时,形成了中等及粗熔滴向细熔滴过渡的转变,单位时间内熔滴数量急剧增加,熔滴体积显著减小。等离子区(即电弧芯焰)中有金属蒸汽,电弧刚性较好,电弧稳定燃烧,飞溅小,焊缝成形荚观。
与此同时,为保证能连续进行仰角焊接,应采用带有脉冲的MAG焊接方式,要求焊接电源将脉冲电流的大小和时间(脉宽)调节至刚好足够过渡一个小熔滴,然后使电流陡降,以减小向工件连续传递的热量,不致使液态熔池下溢;而在熔池基本固化后,即电流陡增,以便过渡下一个熔滴。焊接电源的这种电特性对仰焊极为重要,也是采用脉冲MAG焊接形式进行膜式壁管屏仰角焊接时,选择焊接电源的基本要求之一。
二、膜式壁管屏脉冲MAG焊接规范
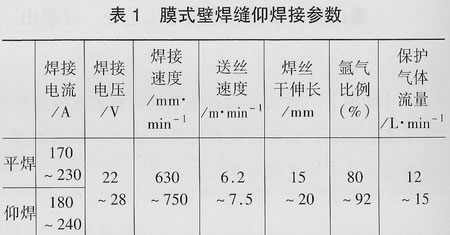
采用MAG焊的形式进行膜式壁管屏的焊接,成功与否的关键在于焊接规范的合理确定。由于产品的不同,焊接母材和焊材的化学元素,结构尺寸有所不同,同时平焊和仰焊的焊接位置不同,所采用的Ar和CO2混合保护气体的配比有所不同,因而采用的焊接规范亦有所不同。理论计算对焊接规范的确定具有一定的指导意义。但在实际施焊过程中,变化因素较多,采用的焊接规范与理论值有一定的出入。通过大量的实践,在焊接母材为20G和0235A,焊丝为Ф1.2mm的H08Mn2SiA时,焊接工艺参数变化范围如表1所示。
三、其他因素对膜式壁管屏焊接的影响
膜式壁管屏的结构特点及采用脉冲MAG焊接工艺,决定了焊缝成形不但与焊接参数密切相关,而且还受其他众多因素制约,比如扁钢的宽度、扁钢的位置、焊枪的倾角等。因此,必须详细分析影响焊缝成形原因,提出相应的解决措施,才能保证焊缝连续成形且性能达到要求。
1.扁钢的位置
根据膜式壁管屏设计的要求,扁钢和管子应该对巾。由于在焊机的设计中往往上焊枪群处于先进行焊接的位置,以补偿上焊枪群焊接后,焊缝向上热收缩对扁钢中心的影响,所以在施焊前管子和扁钢的装配中,扁钢中心比管子中心低0.2mm左右。膜式壁管在生产线施焊过程中,当扁钢有局部急弯或扭曲时,则会由扁钢中心线位移而引起焊丝对中误差及焊丝伸出长度发生变化。当扁钢中心线上移,则焊丝对中出现偏差值而偏向扁钢侧,焊丝伸出长度缩短。在焊丝干伸长和偏向扁钢的联合作用下,一方面使焊接电流增大而电弧电压下降,熔宽减小,焊缝变窄,破坏了焊缝成形;同时焊脚偏向扁钢,焊脚出现不对称,破坏了焊缝成形。反之,若扁钢中心线向下位移,则会使熔宽增加,焊缝变宽,焊脚偏向管子侧。
2.扁钢的宽度
扁钢的宽度对所生产的膜式壁管屏的节距是否能得到保证具有较大的影响。一般采用脉冲MAG焊接工艺的焊机为保证膜式壁管屏的节距,均采用固定节距的槽轮组对管子和扁钢进行定位,当扁钢较宽时,除扁钢在焊前装配中不能理想的对中,对焊缝宽度带来的影响以外,由于焊前扁钢与管子紧密接触,焊后焊缝收缩,若管子刚性不足,将引起管子变形(呈椭圆形);若管子刚性较好,焊缝无法充分收缩,将使制成的管屏超宽;反之,扁钢较窄,在进行上枪焊接时,熔化的金属液将从扁钢和管子的缝隙中下漏,增加了焊接飞溅,同时下漏的金属液凝固后形成的焊瘤对下枪的焊接带来了困难。
在膜式壁管屏焊接中对扁钢宽度B的确定可按下述方法进行:测定10根以上钢管实际外径的平均值,然后恨据膜式壁管屏节距推算出扁钢宽度尺寸。为保证管屏焊前的装配精度,要求扁钢宽度精度为B±0.1mm。
3.焊枪的倾角
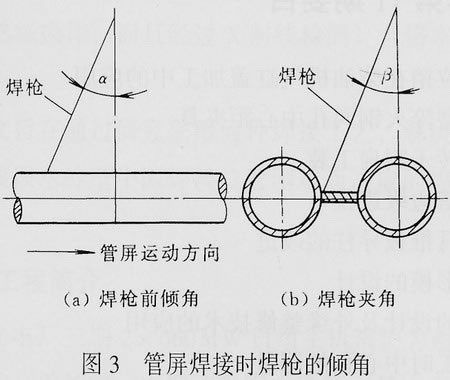
在采用脉冲MAG焊焊接膜式壁管屏,施焊前应调整焊枪的空间角度,见图3。焊枪的倾角由纵向法线前倾角和横向法线倾角所组成,焊枪的纵向法线前倾角影响焊缝的表面形状及其成形,当α≥15°时,气体保护效果不良,焊缝表面出现蜂窝状气孔或成形恶化,严重时将出现断续焊瘤;α≤12°时,焊道中间突出。因此,为了获得具有平坦的余高而不咬边的成形良好的焊缝,推荐焊枪纵向前倾角以α=12°~15°为宜。焊枪横向法线倾角β,影响着角焊缝焊脚尺寸的对称性并会引起咬边。α≥25°时,容易在管子侧发生咬边,严重时会出现超标缺陷;α≤15°时,使焊道偏向扁钢侧,甚至会出现管壁未熔合现象。一般焊枪横向法线倾角以β=20°±5°为宜。
4.焊丝对中和干伸长度
焊丝的对中对于焊缝的成形及焊缝焊脚的对称性具有直接的影响。首先在施焊前注意仔细地调整焊丝对中隙缝,在焊接过程中,由于焊枪夹持机构未夹紧,在磁场作用下或生产线的机械振动下焊枪会出现松动,从而导致焊丝对中发生偏移;此外也可能由于扁钢与管子中心线发生的上下浮动而导致对中发生偏移。根据观察焊缝成形及焊脚对称性微量调整焊丝的对中位置,这在焊接过程中是在所难免的,也是保证焊缝成形质量的重要手段。在仰焊时,如果焊丝位置偏向扁钢侧,焊缝熔池将失去依托将导致焊脚下落,而在管壁较薄时,焊丝位置偏向管子,则可能烧穿管壁引起报废的质量事故。
干伸长度指焊丝从导电嘴出口到焊接点的长度。该长度将直接影响焊接电压、电弧挺度、实现射流过渡的电流值。当干伸长度长时,焊接电压增加,电弧挺度减弱,由于焊丝预热段增加,熔化速度加快,飞溅增加;而干伸长度的减小,出现的情况正好相反。另外,由于一般焊枪喷嘴外缘与导电嘴外缘的距离一般为5mm,所以在确定干伸长度的同时确定了喷嘴到焊接点的距离。当干伸长度过长或过短,都将减弱保护气体对熔池的保护作用。
四、焊接工艺试验
本次焊接工艺试验在8极膜式壁管屏MAG焊接生产线进行,水平焊枪与仰焊枪同时施焊,焊接电源为芬兰KEMPPI公司生产的IGBT逆变数控脉冲MAG焊接电源,制号PRO4200。
1.试验材料及焊前准备
钢管牌号为20G,长度为12000mm。钢管校直,去除局部急弯并消除氧化皮至露出金属光泽。扁钢牌号Q235A,盘卷料,退火状态,扁钢宽度按计算宽度进行精整,宽度公差为±0.1mm,表面平整,无扭曲。焊丝采用Ф1.2mm的H08Mn2SiA。
2.单元及组件焊接
进行三种不同规格膜式壁管屏的焊接试验,每种规格焊制双身光管2件、三身光管1件、双身双鳍片10件,并最后拼排12身及14身双鳍片管屏,焊缝总长约5000m。部分焊接试件焊接方案见图4。试件规格和焊接工艺参数见表2。

3.工艺评定结果
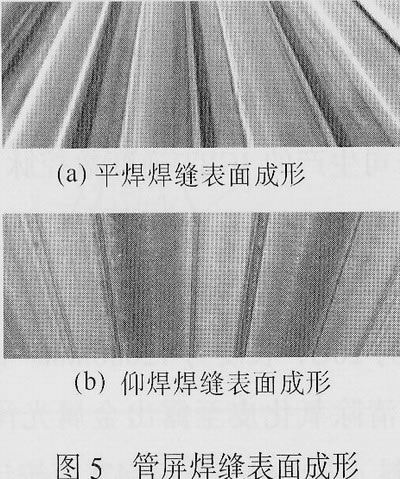
按照JB4420―1989《锅炉焊接工艺评定》对所焊试样进行了工艺评定。结果显示,采用该焊接规范焊制的膜式壁水冷壁管屏焊缝表面成形(如图5所示)符合标准《焊制鲭片管(屏)技术条件JB/T5255―1991》要求。
焊缝熔池尺寸(如图6所示),亦符合标准中规定的要求。

五、结语
在采用脉冲MAG技术进行膜式水冷壁管屏平―仰角焊接时,为获得较好的焊缝成形,在采用正确焊接参数的同时,还应对焊缝成形具有一定影响的因素进行充分的关注。
本文提出的焊接参数和克服各影响焊缝成形因素的对策,形成了较完整的采用脉冲MAG技术进行膜式水冷壁管屏平仰角焊接的规范参数。经分析研究及工艺试验证明,该焊接参数适用于各种膜式壁管屏的生产,对生产实践具有一定的指导意义。
|
