|
一、前言
1、近年铁路货车主要生产车型及主要钢材
1.1 中国铁路货车发展历程
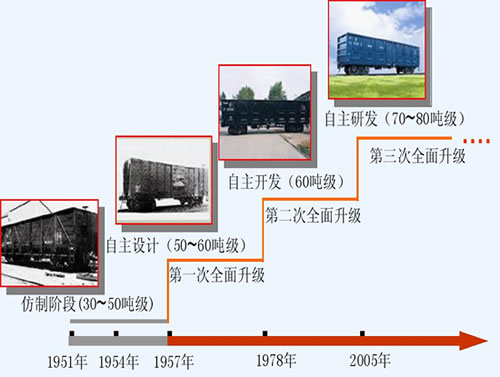
1949年新中国成立后,中国铁路货车经历了两个阶段、实现了三次大的升级换代。第一阶段是从1949年至1957年的仿制国外产品阶段,第二阶段是从1957年至今的自行研发、自主创新阶段。在两个阶段中,中国铁路货车实现了三次大的升级换代:
(1)1957年,新中国第一个自主设计的P13型棚车在齐齐哈尔诞生和载重30吨货车在中国全面停产,标志着中国铁路货车实现了载重由30吨级向50吨级的第一次升级换代;
(2)1978年,载重60吨C62A型敞车在齐齐哈尔落成和载重50吨级货车在中国全面停产,标志着中国铁路货车实现了载重由50吨级向60吨级的第二次大的升级换代;
(3)2005年,C70型敞车等载重70吨级货车研制成功和今年载重60吨级货车在中国全面停产,标志着中国铁路货车实现了载重由60吨级向70吨级、时速由70~80公里向120公里的第三次大的升级换代。
1.2 “十五”期间取得的主要成果
20世纪90年代末,齐轨道装备公司引进消化了美国铁路货车转向架交叉支撑先进技术,研制开发了具有世界先进水平的转K2型提速转向架和P65型行包快运棚车,开创了中国铁路货车的提速先河,创造了中国铁路货车第一速;完成了既有货车120km/h提速改造方案设计和试验验证,揭开了中国铁路货车全面提速的崭新一页 。“十五”期间,特别是2003年铁路实施跨越式发展战略以来,中国铁路货车和重载运输取得的主要成果是:
一是齐轨道装备公司研制开发了具有自主知识产权的载重70t级敞车、棚车、平车、罐车和漏斗车等5大类10余种新型提速、重载铁路货车,实现了中国铁路货车由60t级向70t级全面升级换代的历史性跨越,构筑了中国铁路货车发展史上的重要里程碑。
特别是单车载重70吨、时速120公里、列车编组5000吨三大技术指标的同步集成和客货共线、高效周转、可靠安全的有机组合,创造了中国铁路货车提速重载并举且独具特色的世界新记录。


二是齐轨道装备公司研制开发了载重80t级C80型铝合金运煤敞车、C80B型不锈钢运煤敞车等高端产品,满足了中国大秦线开行2万吨重载单元列车的运输需求,开辟了中国铁路重载运输的新纪元,使中国铁路重载运输技术水平一步跨入了世界先进行列。
三是齐轨道装备公司研制开发了澳大利亚用C3型集装箱车、五单元关节式集装箱车、C32型煤漏斗车、C35型粮食漏斗车及矿石漏斗车,取得了货车整机出口的新突破,实现了中国向世界发达国家批量出口整机铁路货车的夙愿,向世人展示了中国铁路货车制造业的综合实力。

四是齐轨道装备公司研制开发了D38型载重380吨钳夹车、D32型载重320吨凹底平车、350吨落下孔车、D26A型组合式长大平车,株洲车辆厂研制开发了D29型290t落下孔车等长大特种货车,填补了多项国内空白,达到了国内领先、国际先进水平,连创了3项中国铁路之最。

小结:
在过去的几年里,各货车新造厂大批量生产的主要货车产品为采用Q450NQR1高强度耐候钢制造的C70型敞车、P70型棚车、G70罐车L70型粮食漏斗车及各型集装箱平车,采用T4003铁素体不锈钢制造的C80B型不锈钢运煤敞车等。
目前正在研发新型耐候钢,在既有Q450NQR1高强度耐候钢的基础上,保持力学性能基本不变,耐腐蚀性能提高一倍的高耐蚀型耐候钢S450EW,2010年10月通过了装备部组织的技术审查会。
Q450NQR1高强度耐候钢--运装货车[2003]387 号文
T4003铁素体不锈钢---------运装货车[2008]186 号文
S450EW高耐蚀型耐候钢---运装货车[2010]XXX 号文
2、铁路货车制造厂常用的焊接工艺方法及焊接材料
a 手工焊条电弧焊
b 手工气体保护焊
c自动埋弧焊
d专机气体保护自动焊(或机械手自动焊接生产线)
焊接材料主要为实芯气体保护焊丝(MAG)、焊条、埋弧焊丝,药芯焊丝应用的较少。
选择优质的焊接材料也是保证产品焊接质量的关键,近年铁道部实行了焊接材料市场准入制度,使焊接材料的产品质量有了一定程度的提高。但目前不锈钢焊丝国内厂家的产品质量还有待提高!
3、铁路货车焊接生产的自动化程度
通过近几年的技术改造工作,各新造厂焊接生产的自动化程度均有较大幅度的提高,尤其是端墙、侧墙等大部件的焊接,基本上实现了专机或机械手自动化焊接。以齐轨道装备公司生产C70敞车为例,全车焊缝长度约为940米,其中大部件(端、侧墙及地板)自动化焊接比例达到了75%,尽管其焊接自动化水平较以前有所进步,由于新造厂的产品经常处于多品种小批量生产状态,专机焊接生产线的柔性较差,有些产品的焊接生产自动化程度还有待于进一步提高。
二、铁路货车焊接工艺工作现状及发展方向
1、焊接工艺与产品设计的结合
对于并行工程中的焊接工艺如何与车辆设计结合,各货车工厂做法各有不同,但最终目的是相同的,就是在产品设计时从材质的选择、结构形式、部件的连接方式、焊接接头形式、焊接质量要求及检验标准等方面,要求焊接工艺人员参与产品设计的全过程,在产品设计时充分考虑其焊接工艺性,改变只在设计后进行图样的焊接工艺性审查,或仅限于制造时焊接工艺保证,而不能较好地起到优化焊接结构及焊接接头设计,应高度重视高疲劳载荷的焊接结构的设计细节,规避焊接对产品可靠性带来的风险。通过对材料的焊接性能研究,为产品设计人员的材质选择扩展范围;通过对焊接结构的研究,为设计人员的结构设计提供依据;通过对焊接可靠性的研究,为设计人员的结构工艺性提供保障。
在产品设计的过程中,对关键重要结构,焊接工艺人员应与设计人员密切合作,从结构的构思、结构设计的具体过程、样件试制、试验验证、运用考验等环节实施并行工程,以提高产品研发和制造的质量。
2、焊工操作技能培训标准
通过对新造车行评以及线路运用故障反馈等问题的分析,不难看出,各工厂间以及工厂内部的焊工技能水平参差不齐,且存在一定数量的操作者其技能水平较低,无法满足产品的焊接质量要求。因此,建议货车制造厂应向客车机车行业学习,要把培训与提高焊工技能工作放在提高焊接质量工作的首位,争取培养出一批优秀的焊工,使其在具有良好操作技能的同时,能够在主观意识里树立“注重品质、关注细节”的理念。
铁路货车行业的焊接属于中薄板钢结构焊接,与电力、化工、造船等行业有些不同,所以应选择接近行业特点的项目来培训员工。
3、完善铁路货车焊接标准及工艺文件
现有的铁标TB/T1580-1995,已经无法满足新一代大轴重铁路货车的焊接质量要求,特别是在焊接工艺评定,高强度疲劳载荷钢结构焊接质量的要求及焊缝细节处理,焊缝质量等级分级,焊接操作者素质的要求等方面与国外标准相比有差距。
应参考美国标准AWS D1.1,澳大利亚标准AS1554.1, AS1554.5, AS1554.6, 欧洲EN15085标准,以及ISO3834标准等制定一套适合新一代大轴重铁路货车的焊接质量要求的标准,我公司目前编制了Q/QC65-013-2009 Q/QC65-014-2009《高速铁路货车转向架构架及车体通用焊接技术条件》,在C80B、C70、P70应用后取得了较好的效果。
4、开展EN15085标准(轨道车辆及其部件的焊接)认证工作
按照欧洲发达国家的管理理念,其管理体系已覆盖到具体的专业领域,例如:轨道车辆及其部件的焊接。轨道车辆及其部件的焊接以EN15085系列标准(替代原DIN6700系列标准)为基础建立体系,主要对质量要求、资格审查(设备设施、人员资质、物料存储与管理等)、设计、生产以及检验与记录等几个方面进行管理,并以认证的形式帮助企业形成系统的焊接质量管控体系。通过开展该项认证工作,有助于企业进一步提高其焊接工艺管理水平。
目前,国内铁路机车制造厂与客车制造厂通过EN15085标准认证的较多,货车制造厂尚属起步阶段,需逐渐了解和掌握该套标准与体系,并最终通过认证来完善企业的焊接质量管控体系,从而提升企业的焊接工艺管理水平和实物的焊接质量。
5、高性能焊机的推广应用
气体保护焊焊机目前以晶闸管整流为主,由于受整机价格的影响,逆变、具有脉冲功能的可以焊接碳钢、不锈钢及铝合金的高性能焊机应用较少,应逐渐推广应用。
采用高性能焊机可以保证焊缝成形良好,减少焊接飞溅,可选择的焊接参数专家系统可以减少人为因素的影响,降低对操作者技能的要求。
6、重视焊接烟尘治理
随着钢结构焊接的发展,焊接生产逐渐向高效率和清洁化的方向发展。焊接造成的化学污染和物理污染所带来的焊工职业病、环境污染等危害已越来越被社会重视。我国《中华人民共和国职业病防治法》第四条、第五条中明确规定: 劳动者依法享有职业卫生保护的权利。 用人单位应提高职业病防治水平,对本单位产生的职业病危害承担责任。2008年,国家环保总局对焊接烟尘的国家标准也进行了修订,烟尘浓度的标准值由原来的6g/m3调整为4 g/m3。
目前国内外对焊接污染的治理主要是针对焊接烟尘和有毒气体。虽然近年除尘技术得到了长足的发展,但由于焊接工况复杂,治理费用昂贵,大型的钢结构焊接企业靠单一的除尘方式效果往往不理想。特别针对寒冷地带(如我国北方)的烟尘治理,依然是困扰企业的一个难题。
国外对焊接烟尘治理的研究比我国早,处理技术相对先进、成熟。焊接烟尘治理设备从单一性、固定式、大型化,向成套性、组合性、可移动性、小型化以及能耗低的方向发展。对焊接烟尘的处理采用局部治理为主、全面治理为辅的手段,以此改善作业环境的污染。
我国对焊接烟尘治理的研究虽然起步较晚,但发展较快。在充分借鉴国外相关产品设计和研究成果的基础上,形成了适合我国国情的设计思想。但由于整体水平上的差距,导致在设备细节设计制造、运行费用控制以及处理效果上与国外同类产品相比还有一定的差距。
7、搞好焊接工艺人员队伍建设
各工厂应合理配置焊接工艺人员岗位,有计划地选派工艺人员参加国际焊接工程师培训,有条件的企业应设立焊接实验室。
8、结束语
铁路货车行业的焊接工艺水平与客车机车行业相比还有一定的差距,因此我们必须瞄准国际国内先进技术水平,为满足重载、快捷货车新产品开发需要,提高焊接工艺的保证能力,实现快捷货车技术新突破和重载货车技术的新跨越,确保中国铁路货物运输发展的要求。 |
