|
摘要
大型的液态食物储罐在很多食品加工企业都在广泛的应用,牛奶、啤酒、可乐等生产企业都需要用上这种大型的储罐。储罐的材料都是以不锈钢的材质为主,在罐体的外壁盘焊上一圈圈的小盘管,小盘管为半椭圆型的薄壁不锈钢管。产品制造完成后,小盘管内循环低温的液体,来保证大罐内部储存的液态食物的新鲜。
在大型储罐的生产中,小盘管的焊接是整个制造环节的最关键环节,直接影响到整个生产周期。采用TANDEM双丝焊焊接小盘管时,焊缝组对精度要求大大降低,焊缝机械性能良好,热输入低,变形小,减少焊前焊后处理成本,大大的提高了焊接效率。在焊接过程中焊接速度可达到2.5m/min,是焊接这种结构形式的最佳工艺。
前言
近年来国内外对于食品工业的设备需求越来越大,这就要求了食品工业设备制造企业不断的提高生产效率和扩大产能。在食品工业的设备中,大型的液态食物储罐需求量越来越大。由于食品工业的特殊性,要求储罐能够对食物进行保鲜。为了降低生产企业的运营成本,往往是在储罐的外壁上焊接一排排的盘管,低温的液体在盘管的内部循环流动。这样不仅保证了食物的新鲜,同时也降低了企业的生产成本。
随着储罐制造越来越大型化,因此对于盘管焊接的要求越来越高。大型储罐的直径最大的可以达到6-8m,长度也可以达到12-20m,盘管与盘管之间的间隔只有5-8cm,盘管的直径在12cm左右。因此计算起来一个罐体的焊缝长度在2000-5000m左右,单条的焊缝长度也在1000-3000m之间。盘管的焊接量非常的巨大,对于焊接设备的要求非常的高。
为了降低制造成本,储罐制造企业往往采取的方法就是提高生产效率,和降低原材料成本。提高生产效率,只能在单位时间内完成更多的生产任务。而降低原材料成本,只能是在用料上下功夫了。因此盘管的焊接成了这个问题的关键和瓶颈了,焊接效率要求非常的高,盘管和大罐要求壁厚越薄越好,盘管的焊接技术成了大罐生产的关键技术。先进的高效焊接技术,在提高大罐的生产效率,降低生产制造成本和提高焊接质量上起着不容忽视的作用。在大型的储罐制造中,近几年来我国的储罐生产企业用过很多种不同的焊接工艺,但是没有在根本上解决焊接效率和材料壁厚变薄的问题。
1、TANDEM双丝焊接系统简介
为了提高我国工业企业的焊接生产效率和焊接技术水平,珠海市金宝热融焊接技术有限公司从世界著名的德国克鲁斯(CLOOS)公司引进了TANDEM双丝高速高效焊接技术。成功的解决了一些需要高速焊接的用户的需求,在过去的十年中已经有超过250套的TANDEM焊接系统在国内交付使用,受到了广大用户的一致好评。
(1)TANDEM 焊接系统原理
德国CLOOS公司TANDEM焊接系统原理见图1。
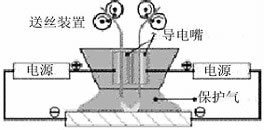
图1 TANDEM焊接系统原理
TANDEM系统是由两台德国克鲁斯(CLOOS)全数字化焊机,两台送丝机及一把焊枪组成。该技术将两根焊丝按一定的角度放在一个特别设计的焊枪里,两根焊丝分别由各自的电源供电,所有的参数都可以彼此独立,这样可以最佳地控制电弧。TANDEM系统不仅可以提高熔敷速度,大大提高焊接效率,而且改善了焊缝质量,减少了飞溅物。
(2)TANDEM 双丝焊的工艺特点
a) 高性能焊机, 100% 暂载率时的焊接电流 1000A ,脉冲电流 1500A ;
b) 数字化脉冲电源,次级逆变技术, 6 英寸 LCD 显示,可编程,连接 PC 机;
c) 每根焊丝的规范参数可单独设定,质材、直径可不同,相位差可连续调整;
d) 每根焊丝的送丝速度可达 35m /min ;
e) 大大提高熔敷效率和焊接速度;
f) 在熔敷效率增加时,保持较低的热输入;
g) 电弧稳定,熔滴过渡受控;
h) 焊接变形小;
i) 飞溅小;
j) 焊接数据监控和管理,错误代码显示;
k) 使用标准气体,耗气量少;
l) 可焊接钢、高强钢、不锈钢、铝合金等;
(3)TANDEM焊接的脉冲波形
两台数字化焊机通过特殊的装置经行通讯,保证两个电弧间互不干扰,两根焊丝可使用不同的频率组合的脉冲电弧进行焊接,见图2
A)同频率同相位的
B)同频率相位差180度
C)不同频率的任意相位
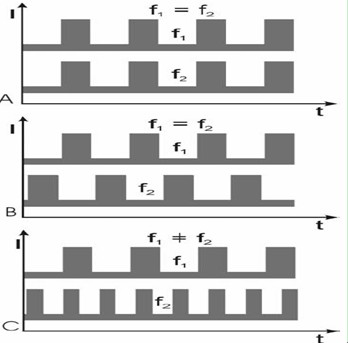
图2 TANDEM焊接的脉冲波形的不同组合
2、大罐生产厂家技术要求
盘管焊接技术要求如下:
(1)TANDEM双丝焊能焊接不锈钢材质;
(2)TANDEM双丝焊能焊接不同板厚组对成为的平角焊缝;
(3)TANDEM双丝焊能够两把焊枪在同一平面上平行同时起弧焊接,两把焊枪之间距离不超过15cm,两把焊枪电弧不能互相干扰;
(4)TANDEM双丝焊能够焊接板厚为2mm的平角焊缝;
(5)TANDEM双丝焊焊接速度要求达到2.5m/min以上;
(6)TANDEM双丝焊能够使用1.2mm或1.6mm的实芯或药芯焊丝;
(7)TANDEM双丝焊能够大的电流连续一小时以上不间断的工作;
(8)TANDEM双丝焊对于组对是允许有1mm的间隙误差;
(9)TANDEM双丝焊在焊接完成后不需要做对于飞溅物的重新进行处理。
3、TANDEM双丝焊大罐盘管焊接的系统构成
(1)机台总成:含悬臂式操作机,升降式爬梯,横向滑移机构,焊接导向轮等。主操作机采用可沿X轴方向运动。X方向为轨道方向,可无线延长,根据工件的尺寸来选择。焊接小车安装在悬臂的Y轴上面。导向轮安装在焊接小车上面,焊接过程中沿着焊接方向行走。导向轮的压力传感器和焊接命令结合在一起,出现导向轮走偏,或者遇到工件出现很大的误差时候,导向轮命令焊接系统停止工作。
(2)工件运动总成:含焊接滚轮架。工件为大型的罐体,组对安装完成后,放置在焊接滚轮架上面。滚轮架的承重为50顿,速度30-5000mm/min。
(3)焊接总成:含焊接小车、立体、上下升降机构、左右调整机构、焊枪夹持机构等。
a)焊接小车:采用双边变频驱动形式,在焊接的过程中焊接小车固定不动。
b)焊枪上下升降装置:焊枪拖板在精密丝杆的传动下,通过直线导轨副上下运动,驱动功率为:0.75KW,移动距离为500mm,速度为:250mm/min。
c)焊枪左右横移装置:焊枪在焊臂的带动下手动左右移动,通过直线导轨副导向,移动距离为500mm。
(4)焊接系统:含两套TANDEM双丝焊机(四台)、四台送丝机、两把TANDEM双丝焊枪及焊枪电缆、联接电缆等。
(5)跟踪系统:含机械式传导跟踪系统、电动十字滑架。采用十字滑架结构方式,接触传感工件对接处,根据采集到的焊缝变化信号,由X-Y滑块执行焊炬精确地随动,精度:±1mm。
(6)导弧总成:含焊枪角度调整机构、焊枪间距调整机构。
(7)控制总成:含控制箱、操作箱、电缆线等。控制系统采用集中控制,可储存焊接工艺参数,根据不同工艺参数可随时调用,数字显示。
4 、TANDEM双丝焊大罐盘管焊接工艺过程
(1)将盘管按照大罐的设计工艺要求,点固在大罐的外壁上,采用TIG焊点固,盘管与大罐之间的间隙,不要超过1.5mm;
(2)将点固好的工件吊装到盘管焊接工位的滚轮架上,悬臂式操作机沿X轴方向运动,到达焊接需要的指定位置;
(3)焊接小车沿着Y轴和Z轴两个方向运动,引导两把双丝焊枪到达焊接基本位置;
(4)焊接小车上的汽缸启动,两把双丝焊枪和电弧跟踪系统沿着Z轴方向运动,距离工件约5cm的位置,汽缸停止运动。电弧跟踪系统自动寻找焊缝位置。通过对焊枪夹持器上的手动十字拖板进行微调,焊枪到达指定位置,准备开始焊接;
(5)手动放下导向轮,压轮放在盘管的中心位置;
(6)启动焊接命令,滚轮架开始行走,两把双丝焊枪开始同时工作;
(7)两把双丝焊枪平行起弧,在悬臂操作机的带动下,沿着X轴方向缓慢进行移动;
(8)焊接完成后,焊枪提升,焊接小车提升,悬臂操作机移动到空档位置,工件吊装到另外的工位,完成后续的工作。
5、焊接参数
焊接参数见表1。
试 件 | 304 | 焊 丝 | ER308L Φ1.2mm | 坡口形式 | 平角焊缝 2+4mm | 对口间隙 | 0-1mm | 焊接气体 | 98%Ar+2%O2 | 预热温度 | 无 | 焊道次序 | 焊枪 1 | 焊枪 2 | 焊丝 | 前丝 | 后丝 | 前丝 | 后丝 | 焊接电流A | 420 | 380 | 420 | 380 | 电弧电压V | 32 | 31 | 32 | 31 | 送丝速度m/min | 18 | 16.5 | 18 | 16.5 | 脉冲频率Hz | 200 | 200 | 200 | 200 | 峰值电压A | 34 | 32 | 34 | 32 | 基值电流A | 100/100 | 100/100 | 100/100 | 100/100 | 脉冲波形 | 2 | 2 | 2 | 2 | 脉冲宽度ms | 1.90 | 1.90 | 2.25 | 2.25 | 脉冲模式 | U/I | U/I | U/I | U/I | 气体流量l/min | 25 | 25 | 25 | 25 | 焊接速度mm/min | 2500 | 焊角高度mm | 5 | 5 | 备注:焊机相关参数设置:
1.TANDEM脉冲MIG焊工艺,控制方式U/I, 材料不锈钢,焊丝直径Φ1.2mm,保护气体 98%Ar+2%O2.主电源Master-alternate ,从电源Slave-mode,相位差50%;无飞溅起弧SPAZ;
2.提前送气0.3,滞后送气0.8;
3.预送丝速度3.5m/min;
4起弧: 起弧时间0.5/0.5s,上升时间0.3/0.3,送丝速度4.8/4.5,脉冲频率120/100,基值电流80/80;
5.收弧: 收弧时间1.0/1.0,下降时间0.3/0.3,送丝速度4.0/3.5,脉冲频率80/80,基值电流60/60;
6回烧:30%。 |
表1 焊接参数
6、焊接效果
实际焊接效果见图2,3,4


图3:焊缝成型效果

图4:焊缝分布效果

图5:焊枪摆放位置
7、结论
使用TANDEM双丝焊焊接大罐盘管工艺表明:
(1)TANDEM焊接工艺能满足厂家提出的盘管焊接的生产要求。
(2)TANDEM焊接工艺对组对时预留间隙、母材壁厚的适应性强。
(3)TANDEM焊接工艺热输入低、变形小,减少焊后处理成本。
(4)TANDEM焊接工艺效率高、焊接速度快。
(5)TANDEM焊接工艺是焊接大罐盘管比较理想的焊接工艺。
(6)TANDEM焊接工艺采用次级逆变的电源,长时间大电流的工作非常可靠。
参考文献:
[1] 魏占静,先进的德国CLOOS TANDEM双丝焊接技术,《机械工人》2002年3月
[2] 魏占静,TANDEM双丝焊在造船拼板焊接中的应用,《电焊机》2007年6月

|
