|
WisePenetrationTM���� �C �����������
����MIG/MAG �����У���õ��Ǻ��ѹ��CV�����ԡ�ʹ�ú��ѹ������ؼ��������ǿ��Բ����Ե��ڵ绡�����Ÿ��쳤�������ӵ�������С���Ӷ����С���ӹ��ʣ�P = U x I����
�������쳤�ı�ʱ����˿�ٶȺͻ�����Ȼ����������ˮƽ�����������Ÿ��쳤�ı仯���仯�����磬���� ֱ��1.2 mm ��˿��Ar + 18% CO2 ����������S235 �ֲ�ʱ�����躸�Ӳ���Ϊ����˿�ٶ� 8.8 m/min����ѹ 29.0V���н��ٶ�58.0 cm/min��������ı仯��ͼ4��ʾ������ʹ���˺��ѹ���ԣ����ӵ���ȡ������ʹ�õĸ��쳤���ȡ����쳤�ij���Խ�������ӵ�������ԽС����ᵼ�����صĺ���ȱ�ݣ����磺
����•�ۺϲ����
����•�����
����•�����������ȶ�
����•���ӷɽ�
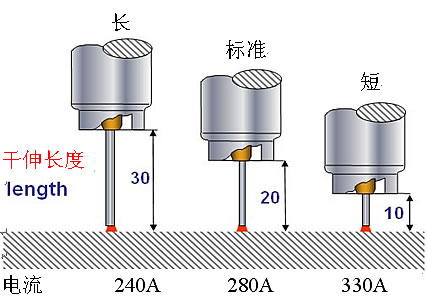
ͼ4�����쳤�䶯ʱ�����ӵ���Ҳ����֮�ı䡣
�����ֹ� MIG/MAG �����У����쳤�ȵı仯ȡ���ں�����Ա�IJ�����ʽ���һ�Ӱ�캸�ӽ�ͷ���ۺϡ���Щʱ������Ա����������쳤�ȣ��Խ���ɼ��Ի��߲��������ޡ���λ���ӡ��Ѻ��ӽ�ͷ�ͺ�����Ʋ��������⡣��еʽ���Զ��������У���ͷ�ijߴ�ƫ�����λƫ����Ҳ�ᵼ�¸��쳤�ȵı䶯����Щƫ�������ڽ�ͷ�ӹ���װ�乤�������нΡ������ں����ڼ䣬������������ı��λ��һ���Ӿ���Щƫ���Ȼ�к������ϵͳ�����ǣ����Ǿ��dz��������������к��������¶��ܿɿ����ع�����
�����ϱ��Ƴ��˶��ص� WisePenetration���ܣ�����Ӧ���ڸ��쳤�����Ա����ȶ���Ӧ�úͺ��ӳ��ϡ���ϵͳ�߱���
����•���Ӳ�����I��U�����ڱ����� WPS �����Ʒ�Χ֮��
������������
����•���������Ч��
����•���õĺ�������
���������¹��ܣ���ʹ���쳤�ȳ����� WPS �ļ���ֵ,Ҳ�����ṩ�㶨�ĺ��ӵ��������쳤�Ȳ����� WPS ����Χ�ĺ����У�WisePenetration���ܵĹ����봫ͳ��MIG/MAG �������ƣ����������ӵ�������쳤�ȵı仯���䶯��һ��ͻ�����ȳ����˱�����Χ���ù��ܾ��������ƹ��ܲ����ֵ����㶨���䡣ͼ5�����˸��쳤���������˱�����Χ���²��ñ����ӷ�ʽ������仯��������WisePenetration ���ܱ�֤�����ȶ�����ĶԱȡ�
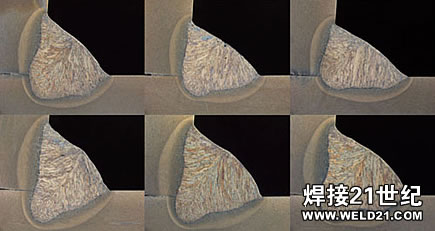
ͼ5������WisePenetration ����ʵ�ָ��쳤�仯ʱ������㶨״�� ����ͼ�и��쳤��Ϊ 25 mm����ͼ�и��쳤��Ϊ 30 mm����ͼ�и��쳤��Ϊ 35 mm��
|
