|
WiseFusionTM�����Ե绡���� �C �ڶ����������
������λ���ӣ�ƽ��������ƽ�Ǻ����⣩�У��������������ο��ƻ������۷����������MIG/MAG ����绡��������绡���к���ʱ����һ�������ͻ�������ڶ�λ���ӣ��ҵ����ʵ����庸�Ӳ����������ף����磬ִ���������Ǻ�ʱ����Ϊ��������ֶ�λ���ӵ�Ҫ�ϱ��ɹ��ؿ����� WiseFusion ���ܡ��ù���ʹ�绡���ȸ����ȶ����ҿ��Է�ֹ�绡���Ÿ��쳤�ȵı仯���䳤���乤��ԭ���Ƕ���������亸���ĵ����͵�ѹ���ν��п��ơ���������������绡������ȣ��ù��ܲ����ĺ����������ܸ��á������ܶȸ��ߡ�
ͼ6����������WiseFusion ���ܵ����� MIG �����ң��������� MIG ����δ���õ绡�������ܣ�����˿�ٶȾ�Ϊ 4.6 m/min��
�����ó������һ���������������ŵ绡�ľۼ������Լ������ߺ����ٶȡ����������绡��������绡��ȣ��ù��ܲ����ĵ绡�������ܶȸ����Һ����ٶȸ��죬��ˣ������������С��������������仯��Χ���ϸ�Ҫ��IJ��ϻ��߲��ϲ�����˵�����ýϵ͵���������ʮ���б�Ҫ��

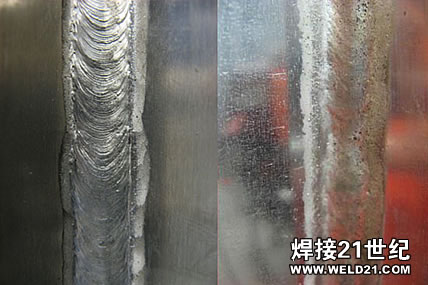
ͼ7��960 MPa ǿ�ȵȼ��ĸֽṹ���졣�ְ��� 6 mm��I �ͺ��ӽ�ͷ���溸˫����Ρ������������� 0.58 kJ/mm��
��������Ӧ�������ƹ��ܵ���Ҫ�ŵ㣺
��• �����е�λ�þ������ṩ����ĺ����۳ؿ��ƹ���
��• �绡�����ܼ���������
��• ������������
 |
ʼ�տ��Ա�֤������ȷ
�����ٶȸ���/�������
�绡�ܼ��������Ը���
����������С
�����խ
ʹ�÷��� |
�������� 
•�����������ã�Ч�ʸ�
��������
•�����������ʸ� |
