|
2.3 细间距引脚桥接问题
导致细间距元器件引脚桥接缺陷的主要因素有:a)漏印的焊膏成型不佳;b)印制板上有缺陷的细间距引线制作;c)不恰当的回流焊温度曲线设置等。因而,应从模板的制作、丝印工艺、回流焊工艺等关键工序的质量控制入手,尽可能避免桥接隐患。
2.3.1模板材料的选择
SMT工艺质量问题70%出自于印刷这道工序,而模板是必不可少的关键工装,直接影响印刷质量。通常我们使用的模板材料是铜板和不锈钢板。不锈钢板与铜板相比有较小的摩擦系数和较高的弹性,因此在其它条件一定的情况下,更有利于焊膏脱模和焊膏成型。通过0.5mm引脚中心距QFP208器件组装试验统计,因铜模板漏印不合格而造成的疵点数占器件总焊点数(208个)的20%左右;在其它条件一定的情况下,利用不锈钢模板漏印,造成的疵点率平均为3%。因此,对引脚中心距为0.635mm以下的细间距元器件的印刷,提出必须采用不锈钢板的要求,厚度优选0.15mm~0.2mm。
2.3.2丝印过程工艺控制
焊膏在进行回流焊之前,若出现坍塌,成型的焊膏图形边不清晰,在贴放元器件或进入回流焊预热区时,由于焊膏中的助焊剂软化,会造成引脚桥接。焊膏的坍塌是不合适的焊膏材料和不宜的环境条件所致,如较高的室温会造成焊膏坍塌。在丝印工序中,我们通过以下工艺的调整,小心地控制焊膏的流变特性,减少了坍塌。
a)丝印细间距引线,通常选用厚度较薄的模板。为避免漏印的焊膏量偏少,所需的焊膏黏度应较低,这样焊膏流动性好,易漏印,而且模板与PCB脱模时不易带走焊膏,保证焊膏涂覆量。但同时为了保持焊膏印刷图形的理想形态,又需要较高的焊膏黏度。我们解决这一矛盾的方法是选用45-75um的更小粒度和球形颗粒焊膏。另外,在丝印时保持适宜的环境温度,焊膏黏度与环境温度的关系式表示如下:
logu=A/T+B--(1)
式中:u-粘度系数;
A,B-常数;
T-绝对温度。
通过上式可看出,温度越高,粘度越小。因此,为获得较高的粘度,我们将环境温度控制20+3°C。
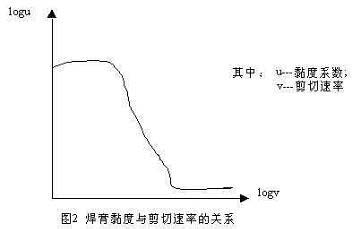
b)刮刀的速度和压力也影响焊膏的流变特性,因为他们决定了焊膏所受的剪切速率和剪切力大小。焊膏黏度与剪切速率的关系如图2所示。在焊膏类型和环境温度较合适的情况下,在刮刀压力一定的情况下,将印刷速度调慢,可以保持焊膏黏度基本不变,这样供给焊膏的时间加长,焊膏量就增多,而且有好的成型。另外,控制脱模速率的减慢和模板与PCB的最小间隙,也会在减少细间距引脚桥接方面起到良好的效果。根据我们使用的SP200型丝印机,我们认为印刷细间距线较理想的工艺参数是:印刷速度保持在10mm/s-25mm/s;脱模速率控制在2s左右;模板与PCB的最小间隙小于等于0.2mm。
2.3.3 回流过程工艺控制
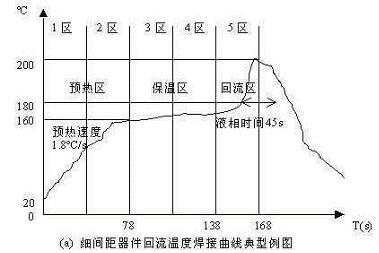
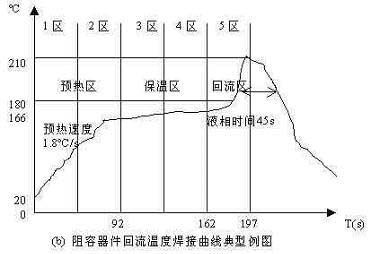
细间距引线间的间距小、焊盘面积小、漏印的焊膏量较少,在焊接时,如果红外再流焊的预热区温度较高、时间较长,则会有较多的活化剂在达到回流焊峰值温度区域前就被耗尽。然而,只有当在峰值区域内有充足的活化剂释放被氧化的焊粒,使焊粒快速熔化,从而湿润金属引脚表面,才能形成良好的焊点。免清洗焊膏,活化程度比要清洗的焊膏低,所以如果预热温度和预热时间设置稍不恰当,便会出现焊接细间引线桥接现象。我们通过降低热温度和缩短预热时间来控制焊膏中活化剂的挥发,保证了免清冼焊膏在焊接温度区域的流动性和对金属引线表面的润湿性,减少了细间距线的桥接缺陷。针对细间距器件和阻容器件,我们采用的回流温度焊接曲线典型例图如图3所示。
 3 、结束语 3 、结束语
随着表面组装技术更广泛、更深入的应用于各个领域,SMT焊接质量问题引起人们高度重视。SMT焊接质量与整个组装工艺流程各个环节密切相关,为了减少或避免上述焊接缺陷的出现,不仅要提高工艺人员判断和解决这些问题的能力,还要注重提高工艺质量控制技术、完善工艺管理,制定出有效的控制方法。只有这样才能提高SMT焊接质量,保证电子产品的最终质量。
|
