|
2.2应用方式、性能参数及工作模式
2.2.1 应用方式
适合于多台多工位直流反接(DCEP/DCRP)焊接场景,母电源的输出-和二次变流的输出-同时连接至工件,此种二次变流器适合于MMA、MIG/MAG/CO2、SAW、CAG等采用直流反接焊接极性的焊接方法或焊接材料。但此种拓扑也适合于单台二次变流器用于直流正接
(DCEN/DCSP),其主回路拓扑图如图2-2:
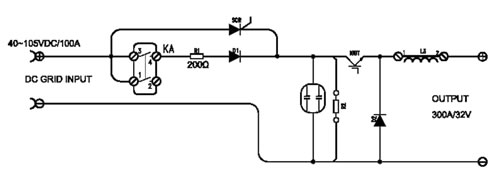
图2-2 适合多台直流反接焊接极性的二次变流器拓扑图
适合于多台多工位直流正接(DCEN/DCSP)焊接场景,二次变流的输出+连接至工件,此种二次变流器适合于TIG、PLASMA、INNERSHIELD等采用直流正接焊接极性的焊接方法或焊接材料。但此种拓扑也适合于单台二次变流器用于直流反接(DCEP/DCRP),其主会路拓扑图如图2-3:
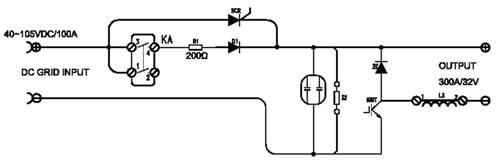
图2-3 适合多台直流正接焊接极性的二次变流器拓扑图
弧焊二次变流器由直流电源供电,直流电源可以是弧焊发电机、大功率直流电源(变压整流器)、可控硅整流电源等大部分直流电源(工作输出电压DC50V~DC115V)。而且可以实现由一台大功率直流电源给多台弧焊二次变流器供电,组成分布式工作系统。图2-4所示为一个由三单元多功能直流供电系统和多个新型弧焊二次变流器组成的分布式焊接系统,如果在弧焊二次变流器后接上自动送丝机则可组成半自动焊接系统,如果再加上焊接自动小车则可以组成自动焊接系统。
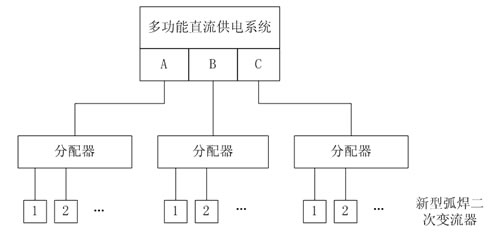
图2-4 应用系统示意图
2.2.2 性能参数
弧焊二次变流器ArcNova500主要性能参数如表2-1所示。
表2-1 弧焊二次变流器主要性能参数表(依据额定输入电压80VDC计算)
序号 | 名称 | 单位 | 数值 | 1 | 额定输入电流 | A | 290 | 2 | 额定输入容量 | KVA | 22.5 | 3 | 额定持续负载率 | % | 60 | 4 | 输出电流 | A | 0~500 | 5 | 输出电压 | V | 0~40 | 6 | 输入电压 | V | 50~115VDC | 7 | 空载电压 | V | 12 | 8 | 空载一次电流 | A | <0.5 | 9 | 空载损耗 | W | <30 | 10 | 功率因数 |
| >0.90 | 11 | 效率 |
| >0.90 |
2.2.3工作模式
弧焊二次变流器具有两种工作模式:恒流工作模式和恒压工作模式,其两种工作模式的静外特性曲线分别如图2-5和2-6所示。
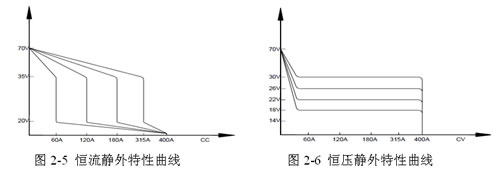
图2-5为恒流工作模式的静外特性曲线,恒流模式要求电源具有陡降外特性,即焊接电流随着焊接电压的变化而产生的变化量尽量小,恒流工作模式适用于MMA、TIG、SAW、PLASMA。图2-6为恒压工作模式的静外特性曲线,恒压模式要求电源的焊接电流无论怎样变化,焊接电压都要保持相对的恒定,恒压工作模式主要适用于MIG/MAG/CO2焊机上。
|
