|
1 气孔的类型
在焊接中产生的气孔一般是氢气孔、氮气孔和一氧化碳气孔,由于 A102不锈钢焊条熔敷金属的含碳量都很低,一般产生 CO 气孔的可能性极小,在含氮类不锈钢中容易产生氮气孔,而在常见的
18-8型不锈钢中所产生的气孔一般均为氢气孔。
2 气孔形成的主要因素
2.1 焊条药皮的含水量
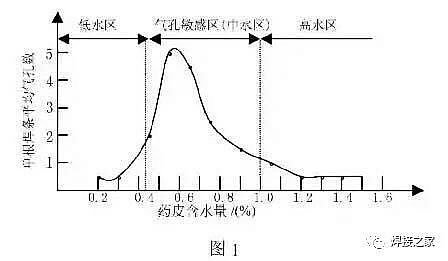
研究资料表面,不锈钢焊条的气孔敏感性与药皮的含水量有极大的关系,药皮含水量与单根焊条平均焊接气孔数的关系,如下图所示。
2.2 熔敷金属的硅含量
由于焊条焊接工艺性能的改善需要较大的增加药皮中的硅酸盐的比例,这时将有利于以下反应的进行:
这些反应的进行则使熔敷金属的硅含量增加,硅是金属表面活化元素,有抑制熔池中氢逸出的行为,从而提高焊接气孔的敏感性。
2.3 药皮配比中的碳酸盐的含量
在不锈钢焊条的配方中为改善焊条的焊接熔滴过渡状态, 其碳酸盐的加入量比较低,致使电弧气氛中的氧化势低,氢分压高,碳配盐分解的CO2 、CO 量较少,不利于下列反应进行:
时熔渣中的CaO、MgO、MnO 浓度较低,又助长了渗硅反应的进行,使氢气孔的敏感性增加。
2.4 氟化物的含量
由于在改善不锈钢焊条焊接工艺时需要对氟化物进行控制,因此限制了 CaF2 MgF2 NaAlF4 等类氟化物的焊接冶金去氢效果。
2.5 熔渣的碱度及物理性能
熔渣的碱度越低越易产生氢气孔,同时,熔渣的物理特性如界面张力、粘度、透气性等均对焊接气孔的形成起一定的作用。
3 提高抗气孔能力的有效途径
3.1 严格控制药皮的含水量
根据药皮含水量对焊接气孔的影响,可控制低水系或高水系,由于高水系的焊条在一定程度上受原材料稳定性的影响,还存在敏感的弧坑气孔及内部气孔,同时,根据现有的试验结果,高水系焊条机械性能的稳定性较差,因此,我们选用低水系作为主要的研制方向。
为了能比较完全的控制药皮含水量,我们预先把一些加入量较多的硅酸盐进行先期的脱水处理,使之在加入较多量的硅酸盐时仍能保证药皮的含水量在较低的水准,同时配方中使用量较多的钛酸盐采用以高温冶炼的人造金红石,保证该部分材料不含任何化合水。
3.2 合理加入氟化物
实验证明,氟化物对冶金去氢是主要的,但是在加入量较多时,焊条的焊接工艺性能恶化,电弧噪声增大,飞溅增加,因此在保证其冶金去氢能力的前提下应对其使用量加以控制,同时,采用复合氟化物可提高去氢能力。
3.3 适当增加碳酸盐的加入量及提高熔渣的碱度
在一定条件下,碳酸盐的加入量及熔渣的碱度偏低,焊条的抗气孔能力仍然受到影响,同时,焊条熔敷金属的内在质量的提高又受到较大的制约,因此在满足焊条焊接工艺性能的前提下尽量增加碳酸盐的使用量,并以此提高熔渣的碱度是提高焊条抗气孔能力的重要措施之一。
3.4 控制焊芯的含硅量及限制熔敷金属的硅含量
由于硅对氢的逸出抑制作用较明显,加上酸性熔渣的渗硅反应也比较明显,所以焊芯中的硅含量对气孔的敏感性有一定的作用,加强熔渣的氧化性又能对渗硅反应起到抑制的作用。
3.5 采用高模数低浓度水玻璃作为焊条的粘结剂
由于水玻璃模数的不同,其制造的炼烧温度也存在较大的差异,模数越高,炼烧温度越高,其含水量也越低,因此,在同等条件下,炼烧温度越高,其含水量也越低,因而,在同等条件下采用高模数低浓度水玻璃可提高焊条的抗气孔能力,但是在模数提高的同时,要充分考虑到水玻璃模数对药皮开裂的影响。
3.6 适当提高焊条的烘焙温度和延长烘焙时间
在合理设计焊条配方的前提下,可适当提高焊条的烘焙温度,延长高温的保温时间,尽量降低焊条的含水量,也是重要的工艺保证。
4 A102 焊条设计思路及基本性能
综上所述,在新 A102 焊条的配方设计中采取以下综合措施:即通过对主要硅酸盐材料进行先期脱水,控制药皮的含水量,采取复合氟化物,并引用氟化稀土强化冶金去氢效果,适当增加碳酸盐加入量及提高熔渣的碱度,适当加大焊条的药皮外径,改善熔滴过渡状态,强化焊条的熔渣保护效果,严格执行相关的烘焙工艺,可使设计的A102 焊条具有优良的焊接工艺性能,很强的抗气孔能力及优良的机械性能。
  |

