|
铝及铝合金在现代工程技术所用的各种材料中占有举足轻重的地位,它在世界年产量仅次于钢铁而居第二位,在有色金属中则居第一位。如果说铝合金最初是在航空工业中崭露头角的话,那么近几十年来,除航空工业外,在航天、汽车、船舶、桥梁、机械制造、电工、化学工业及低温装置中已大量应用铝及铝合金,以制造各种部件、油箱、耐蚀容器及导线等。目前铝合金焊接结构中应用最广的是防锈铝合金,即铝镁合金和铝锰合金。
铝合金焊接是指把铝合金材料给焊接的过程。铝合金强度高和质量轻。主要焊接工艺为手工MIG焊(熔化极惰性气体保护焊)和自动MIG焊。下面,小编来给大家介绍一下铝合金焊接的几个关键技术。
1、保护气体的选择

焊接时所用的保护气体有惰性气体氩气(Ar)和氦气(He),生产上普遍使用氩气。用于焊接铝及铝合金的氩气必须满足下列纯度(体积分数)要求:氩气大于99.99%,氦气小于0.04%,氧气小于0.03%,水的质量分数小于0.07%。目前国内生产的氩气,其纯度一般能达到此要求,故在使用前不需再进行提纯处理。
Ar100%的特点是电弧稳定、引弧方便,对于8mm以下板厚的母材一般采用Ar100%进行焊接。对于8 mm及以上板厚的母材和气孔要求高的焊缝,采用Ar70%+He30%进行焊接。氦气的特点在于:9倍于氩气的导热性,焊接速度更快,气孔率减少,熔深增加。
2、钨电极的选用

氩弧焊用的钨极材料有纯钨、钍钨、铈钨、锆钨四种。纯钨极的熔点和沸点高,不容易熔化挥发,但电子发射能力比钍钨、铈钨要差。在纯钨中加入质量分数为1.0%~2.0%的氧化钍(Tho)电极称为钍钨极。它的电子发射能力强,允许的电流密度高,电弧燃烧稳定。但钍元素具有一定的放射性,对其推广应用带来障碍。目前普遍采用的铈钨极(牌号WCe20)是在纯钨中加入质量分数为1.8%~2.2%氧化铈(杂质≤0.1%)而制成。铈钨极电子逸出功低,化学稳定性高,反复引弧的可靠性高,允许电流密度高(如采用直流正接氩弧焊时,允许电流密度比钍钨极提高5%~8%),烧损率低,并消除了放射性。
3、溶剂的选择
在气焊、碳弧焊过程中,熔化的金属表面极易氧化而形成氧化膜,为保证焊接质量,必须用熔剂去除氧化膜及其他杂质。气焊、碳弧焊用的熔剂是各种钾、钠、锂、钙等元素的氯化物和氟化物粉末的混合物。用气焊、碳弧焊方法焊接、角接、搭接等接头时,焊件上残留的熔渣往往难以完全清除,在这种情况下,应根据不同的铝合金材料选用不同的熔剂。对于铝镁合金,不宜用含有钠的熔剂。
4、焊丝的选用

在铝合金材料的焊接过程中,铝合金用焊丝的选用至关重要,选取前应该了解以下内容:
是否所有的铝合金材料都可用作焊接填充合金?
是否所有的铝合金都可以焊接?
应避免发生的缺陷有哪些?
如何选择焊接填充合金?
选择时应当考虑的标准是什么?
铝合金系列需要了解
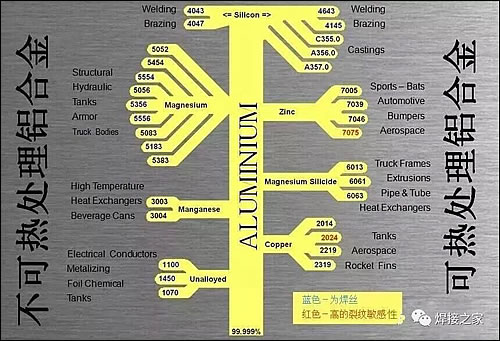
选择什么样的焊丝?
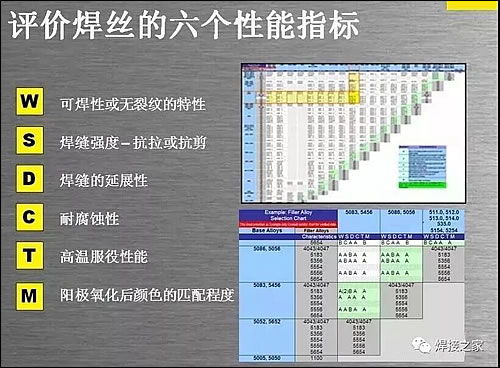
一种母材可以用多种铝合金焊材完成焊接,如5083-5083的焊接:可用5356,5183,5556等焊丝。但是每一种焊丝得到的焊接接头可能只能在某一个性能方面是最佳的。选择最佳的焊丝时,主要应考虑焊接件的最终使用性能。整体来说,主要考察以下几个性能指标:

对于6005A、6082、5083母材来说,选择的焊丝牌号为5087/AlMg4.5MnZr,5087焊丝不仅抗裂性能好,抗气孔性能优越,而且强度性能也很好。对于焊丝规格的选择,优先选择大直径规格的焊丝。同样的焊接填充量即同等重量的焊丝,大规格焊丝较小规格焊丝的表面积要小很多,因此,大规格焊丝较小规格焊丝的表面污染要少即氧化区域要小,焊接质量更容易达到要求。另外大直径焊丝的送丝过程更容易操作。对于8 mm以下板厚的母材一般采用1.2 mm直径的焊丝,对于8 mm及以上板厚的母材采用1.6 mm直径的焊丝。自动焊机采用1.6 mm直径的焊丝。
总之,选择铝合金焊丝过程中,只有在对铝件焊接及其应用中的许多相关变量进行了充分分析后,才能选择出最合适的合金填料。首先必须考虑的是焊接母材的类型和化学性质,其次要考虑的是焊接部件的性能要求。最后,在开发和评估适合的焊接工艺参数时,合金填料的选择是不可缺少的一部分。
  |

