|
在焊机和电焊条(焊丝),你知道什么交流和直流?那么,基本上这些术语描述了由焊机产生并流过电极的电流的极性。正确选择焊丝(焊条)极性对焊缝的强度和质量有实际影响 - 请仔细阅读并确保知道其差异!为了获得额外的保证,请尝试文章末尾提供两个测试方法,以帮助您确定极性。
工厂实际使用的术语“正”极性(俗语 正接)和“反”极性(俗语反接)。它们也可以表示为“焊丝(焊条) - 负极”和“焊丝(焊条) - 正极”极性。后面的术语更具描述性,将在整篇文章中使用。
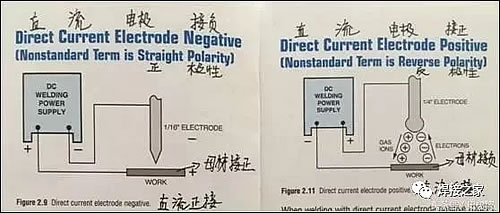
欧美用Direct Current Straight Polarity DCSP 标识正接;Direct Current Reverse Polarity DCRP标识反接;----用母材的角度
欧美用Direct Current Electrode Negative(DCEN)标识正接;Direct Current Electrode Positive(DCEP)标识反接;----用电极的角度
极性的来源电路,电路中电流流向存在一个正极和负极概念事实。直流(DC)在一个方向上流动,导致极性恒定。交流电(AC)在一个方向上流动一半时间,在另一个方向流动一半时间,以50赫兹的电流每秒改变其极性100次。这里可以这样讲,我国以工件为参考,正接就是工件接正极,反接就是工件接负极。
焊工应该知道极性的含义,并认识到它对焊接过程有什么影响。除少数例外,焊丝正极(反极性)导致更深的穿透。焊丝负极性(正极性)导致电极更快的熔化,因此,沉积速率更快。当然对于焊条,药层覆盖物中不同化学物质的影响可能会改变这种状况。推荐使用高纤维素覆盖的低碳钢焊条,如・E6010,用于一般焊接的正极性。而某些类型的焊条可在任何一种极性上工作,但有些只能在一种极性上工作。
由于交流电路中极性的不断变化,使用交流变压器型焊机需要选用一种能够工作在任一极性上的电极。虽然交流电本身没有极性,但交流焊条用在直流焊机上使用时,不过通常在一个特定的极性上运行最好。焊条上的药物覆盖层指示哪种极性是最好的,并且所有制造商在焊条盒子上指定推荐的极性。
大多数机器都清楚地标记了端子是什么,或者如何设置它们的极性。一些机器有一个开关来改变极性,而另一些机器则需要更换电缆终端。如果对是否使用正确的极性有任何疑问,或者在直流电机上设置了什么极性,有两个容易进行的实验会告诉你。首先是使用直流碳电极,只有在正极性时才能正确工作。第二个是使用E6010焊条,在正极性上比在负极性上更好地工作。
A.使用碳电极确定极性
1.清理母材金属并平放
2.在砂轮上形成两个碳电极的点,使它们与距离尖端50mm的锥度
3.靠近锥形用电极夹夹住一个电极
4.设定安培数为135至150
5.调整到任一极性
6.引弧(使用焊帽)并保持一小会儿。将弧长从短变为长,观察弧的作用
7.观察弧的动作。如果电极性是负的(正极性),则电弧将是稳定的,容易保持,均匀和圆锥形状。如果电极性是正的 (反极性)时,电弧将难以维持,并在基体金属的表面上留下黑色碳沉积物
8.更改极性。用另一个电极打一个弧,并保持相似的时间长度。像以前一样观察弧形动作
9.检查两个电极的末端并进行比较。用在负极上的那个会烧掉均匀,保持其形状。在正极性上使用的电极会快速燃烧钝化
B.用金属焊条(E6010)确定极性
1.清理母材金属并平放
2. 4mm的焊条,设定安培数为130至145
3.调整到任一极性
4. 起弧。保持正常的电弧长度和标准电极角度并运行一个焊缝
5. 听取电弧的声音。正确的极性,正常的弧长和电流,会产生一个有规律的“刺啦刺啦”的声音。极性不正确, 长度和电流的设置会产生不规则的“啪啪”爆裂声音,电弧不稳定
6.在正确和不正确的极性上使用金属电极时,请参见上面的电弧和焊缝的特性
7.调整到另一个极性,并运行另一条焊缝
8.清理焊缝并检查。如果极性错误,电极负极,则会出现许多焊瘤不良焊缝特性
9.重复几次,直到可以快速识别正确的极性
附录:
母材接正,就是直流正接=直流正极性=DCSP=DCEN
母材接负,就是直流反接=直流反极性=DCRP=DCEP
  |

