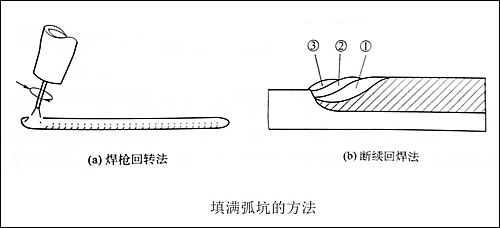
结束焊接时,切忌突然熄灭电弧,因为这样会在熄弧点处留下孤坑,而且弧坑处易产生裂纹和气孔等缺陷。为了克服这些缺陷,必须在熄弧过程中填满弧坑。一般采用如下几种方法。 ①逐渐拉长电弧法 首先在熄弧点稍做停留,然后慢慢地抬起焊枪,使电弧逐渐拉长,慢慢熄灭。这样可使弧坑填满,并使熔池金属在未凝固前仍受到良好的保护。最好还要配合使用图中的示出的方法。