|
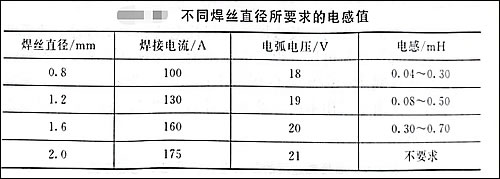
焊接回路电感主要是控制短路电流上升速度及短路电流峰值。短路过渡CO2焊要求具有合适的短路电流上升速度,从而将缩颈小桥控制在焊丝与熔滴之间,以保证爆破力将大部分熔滴金属过渡到熔池中。同时还要求具有合适的短路电流峰值,以使爆破能量适中,不至于产生很大的细颗粒飞溅。不同的焊丝直径要求不同的短路电流上升速度,焊丝越细,熔化速度越大,短路过渡频率越大,要求的短路电流上升速度就越大。因此,焊接回路中应根据焊丝直径选择适当的电感,这里列出了不同直径的焊丝所要求的电感值。
实际焊接生产中,一般不需要焊工对焊接回路电感量进行设置。有些气保焊机上有电感量切换开关,只需根据焊丝直径切换不同的挡位即可。应注意的是不要盘绕电缆,盘绕起来的电缆相当于一个电感元件,使焊接回路的电感量发生变化,可能会导致飞溅过大或焊接过程不稳定。
对于细颗粒过渡CO2焊,回路电感对抑制飞溅的作用不大。一般不要求在焊接回路中加电感元件。
  |

